仕様を満たしている製品(承認)は本当に仕様を満たしていますか?不良品は本当に不良品ですか?
記事作成者:AQTセンター科学ディレクター
セルゲイ・P・グリゴリエフ
ドナルド・ウィーラー氏のご厚意により提供された資料を使用して:
[19] 製造仕様はどこから来たのですか? (製造仕様はどこから来たのか?)
[20] この部分は許容範囲内ですか? (その部品は仕様に準拠していますか?)
記事への自由なアクセスは、記事に含まれる資料の価値を決して減じるものではありません。
「過去 20 年間、不完全な測定プロセスを非難することが流行しています。しかし現実には、常に不完全なデータを使用しなければなりません。この現実を考えると、測定対象が範囲内にあるかどうかをどうやって知ることができるでしょうか。仕様 (公差) 言い換えれば、誤差を修正するにはどうすればよいでしょうか? 測定システム 公差フィールドに関して製品を説明するとき?
生産
境界値の存在による損失
境界値内の製品は、測定システムの避けられない誤差により、製品が実際に欠陥品であるかどうか常に不確実性を伴います。境界値を持つ製品の数は、公差限界に比べてプロセスセンタリングが悪化するにつれて増加し(図1および図2)、制御パラメータの分布幅が減少するにつれて減少します(図2)ことに注意してください。 3)。これは、顧客に出荷する前に、製品を許容範囲または仕様内で合格か不適合として分類する必要がある場合に特に重要です。
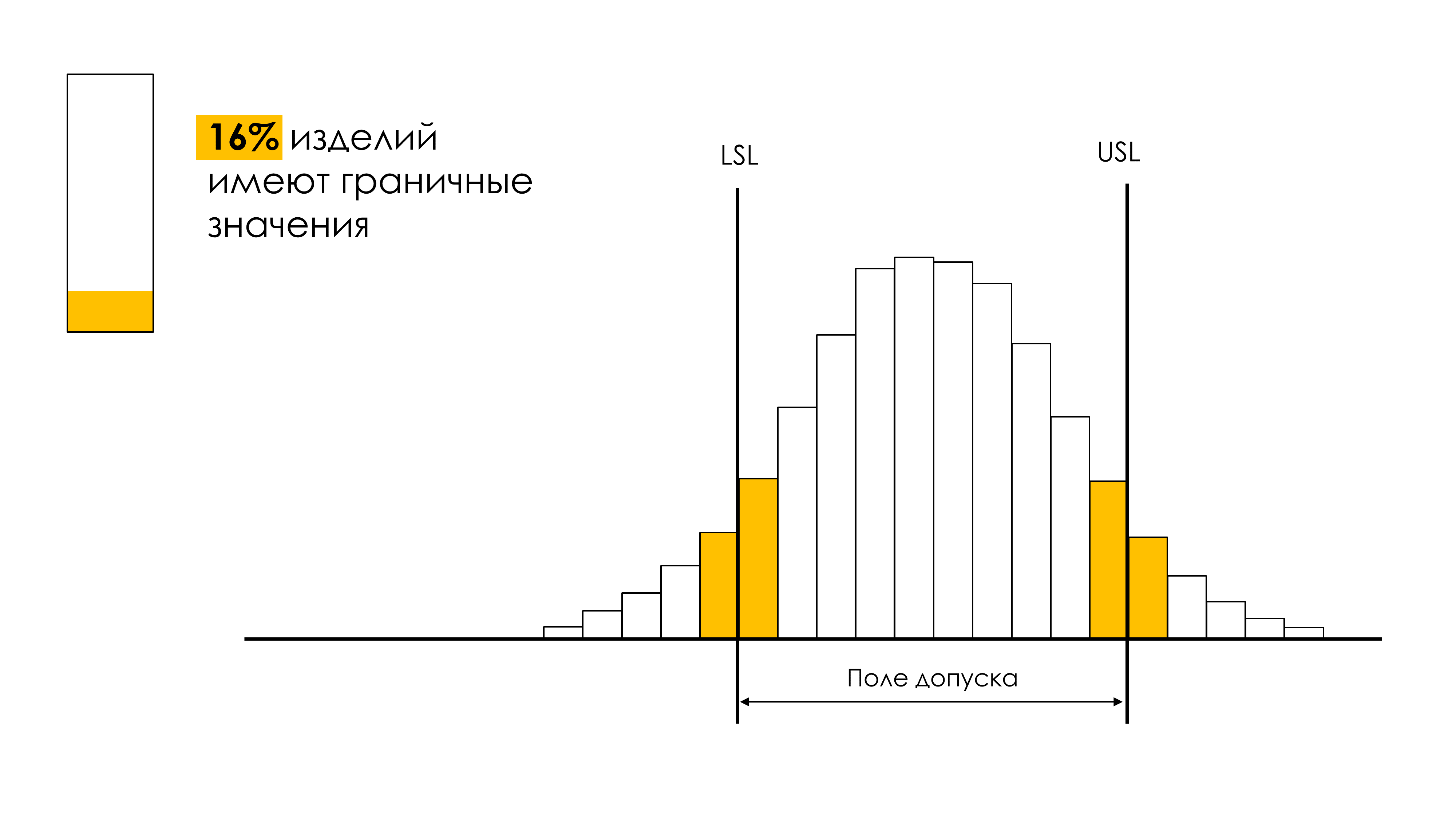
図 1. 許容範囲より広い範囲で動作するプロセスの境界製品 (許容範囲の境界にある製品) - 1.
凡例: LSL および USL - 許容差の下限および上限 (仕様)。このプロセスは公差フィールドの中心に適切に配置されています。
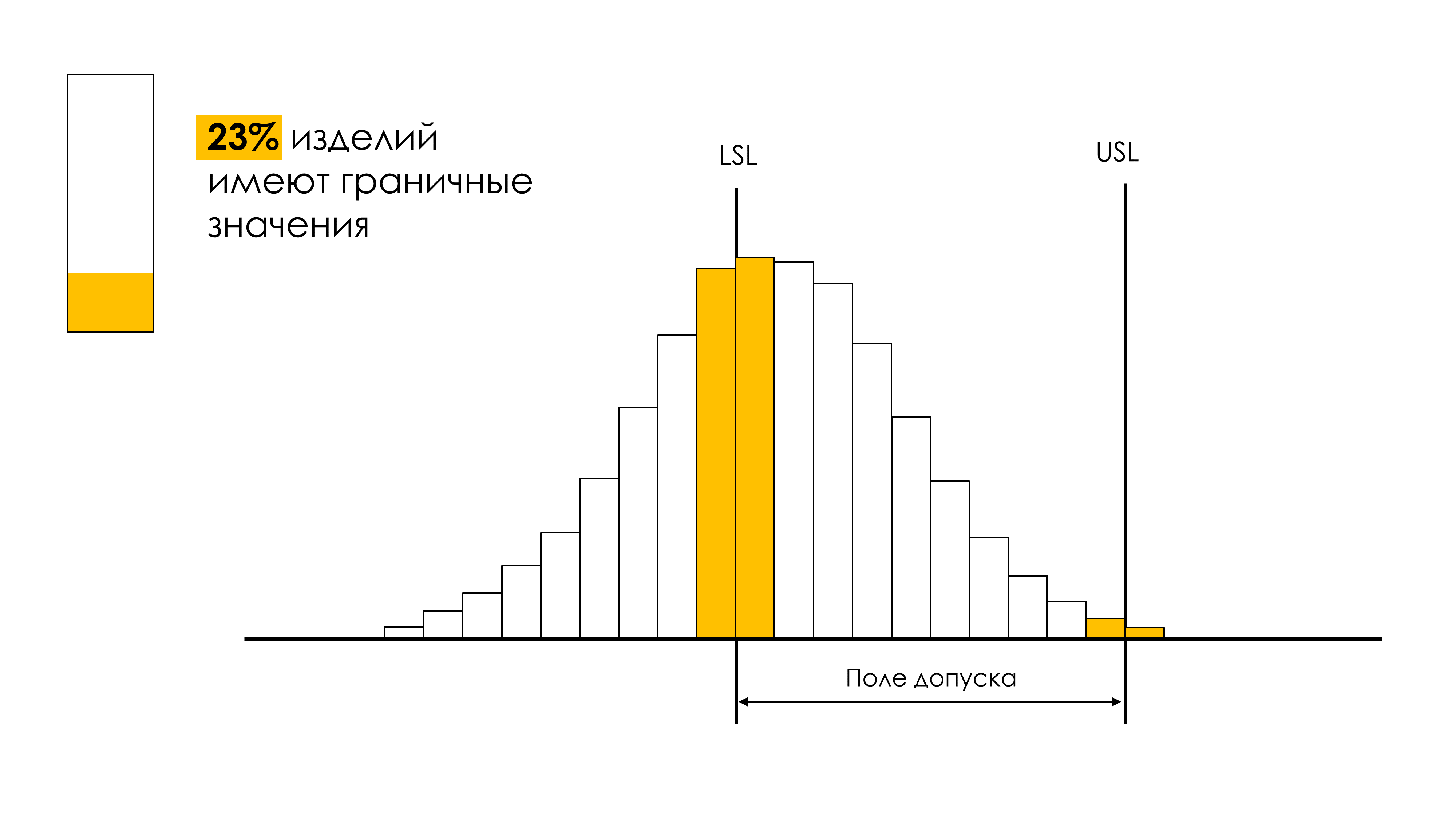
図 2. 許容範囲より広い範囲で動作するプロセスの境界製品 (許容範囲の境界にある製品) - 2.
凡例: LSL および USL - 許容差の下限および上限 (仕様)。プロセスが公差フィールドの中央に正しく配置されていません。
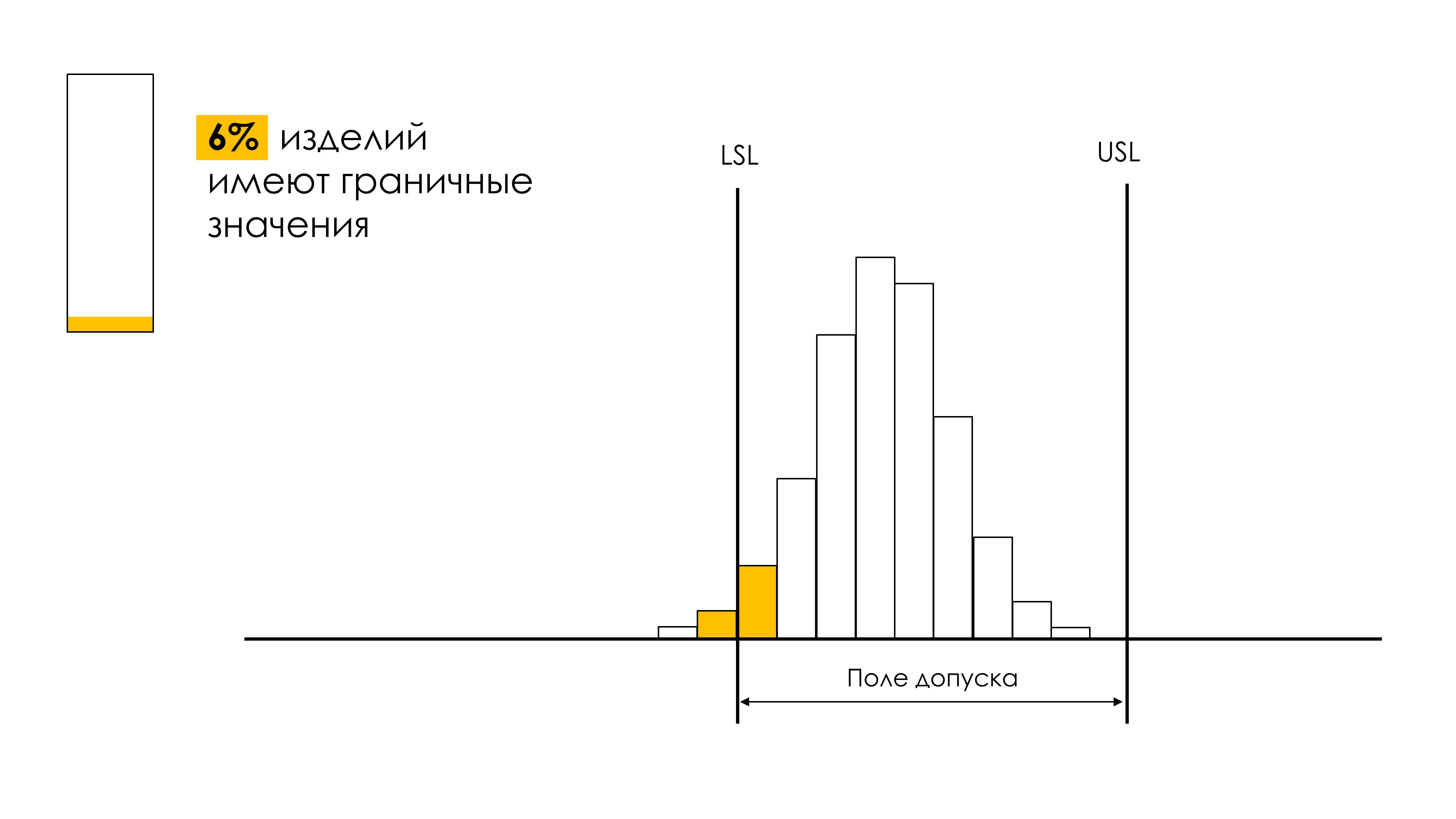
図 3. 公差フィールドの中心に対するプロセスオフセットの境界積 (公差フィールドの境界にある積)。
凡例: LSL と USL - 下限と上限の許容限界 (仕様)。プロセスは、図 1 よりもはるかに狭い範囲で動作し、中心位置から若干オフセットされます。
Donald Wheeler の記事 [20]「その部品は仕様に含まれていますか?」 (その部品は仕様に適合していますか?) では、許容範囲 (拒否フィールド) の圧縮された境界に沿って、良品と不良品にこのような分割を行うことを推奨しています。したがって、出荷する製品が仕様の少なくとも 85%、96%、99%、または 99.9% であることを確認する必要がある場合は、購入者の許容範囲を、想定されるエラーの適切な量だけ狭める必要があります。これにより、フィールド除去が得られます (以下の図 2 ~ 6 を参照)。
「厳しい仕様と高い確率の間のトレードオフを考慮し、確率が最小限であることを考慮すると、ほとんどの状況で 96% の製品仕様を使用することをお勧めします。」
プロセスが許容限界を超えた企業の損失は容易に想定できます。拒否された製品をどうするかを決定する必要があります。これらの損失は、製品を仕様を満たすものと満たさないものに分ける際の 100% 管理を目的とした検査員の作業によって補われます。管制官は必ず時間を見つけてこの作業を行う必要があり、会社はこの作業の費用を支払わなければなりません。
「検査に依存することは危険であり、コストがかかります。」
最良の解決策は、良品と不良品に分ける必要がまったくないような制限内でプロセスの機能を達成することです (以下の図 9 を参照)。
「不適合製品の供給を避ける唯一の方法は、最初から不適合製品の製造を避けることです。」
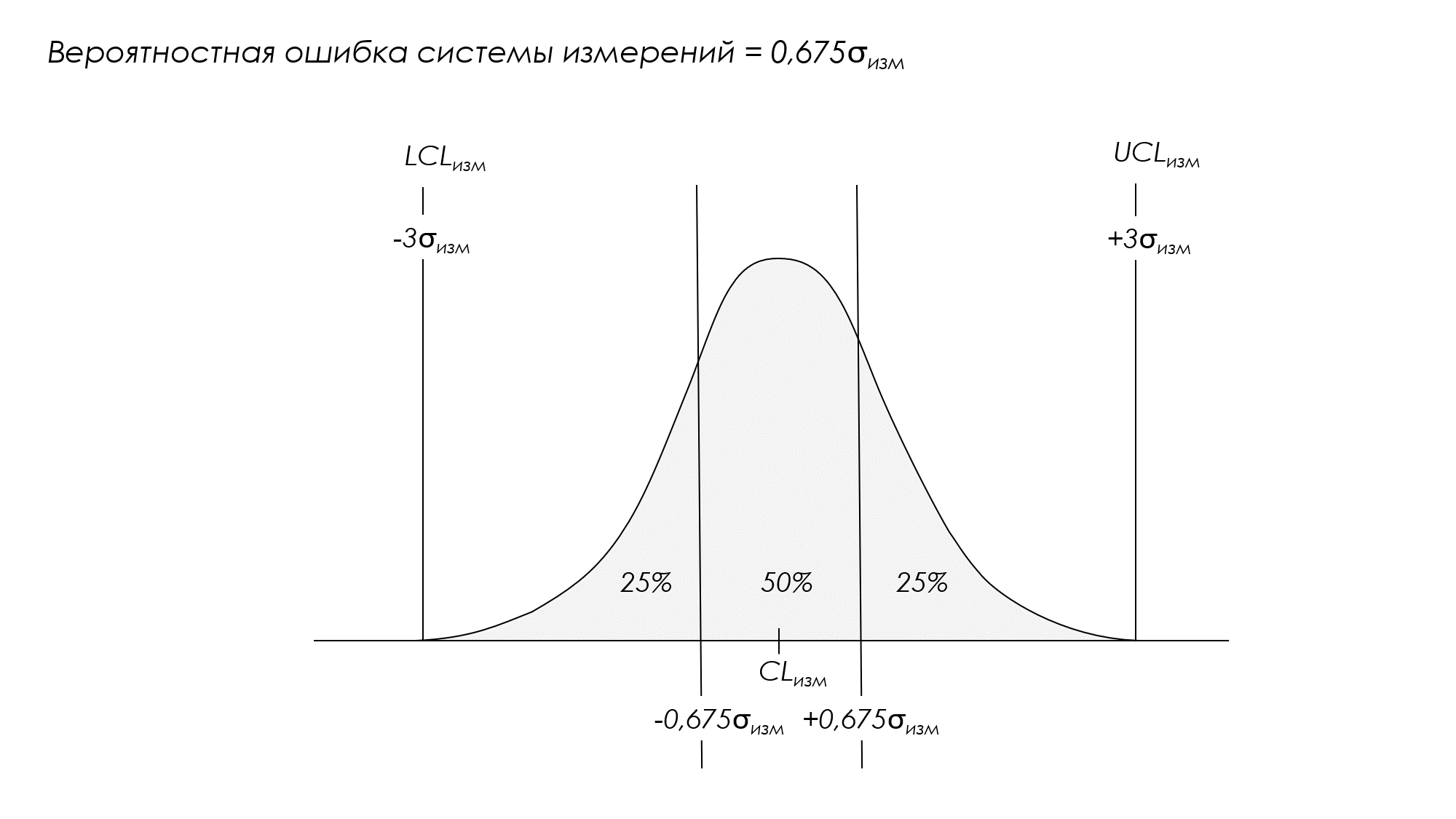
図 4. 安定した測定システムの確率誤差は 0.675σ に等しい
変化
凡例: LCL および UCL - 1 つの標準の複数の測定プロセスの下限と上限。 CL は不偏測定システムの平均であり、標準に一致する必要があります。
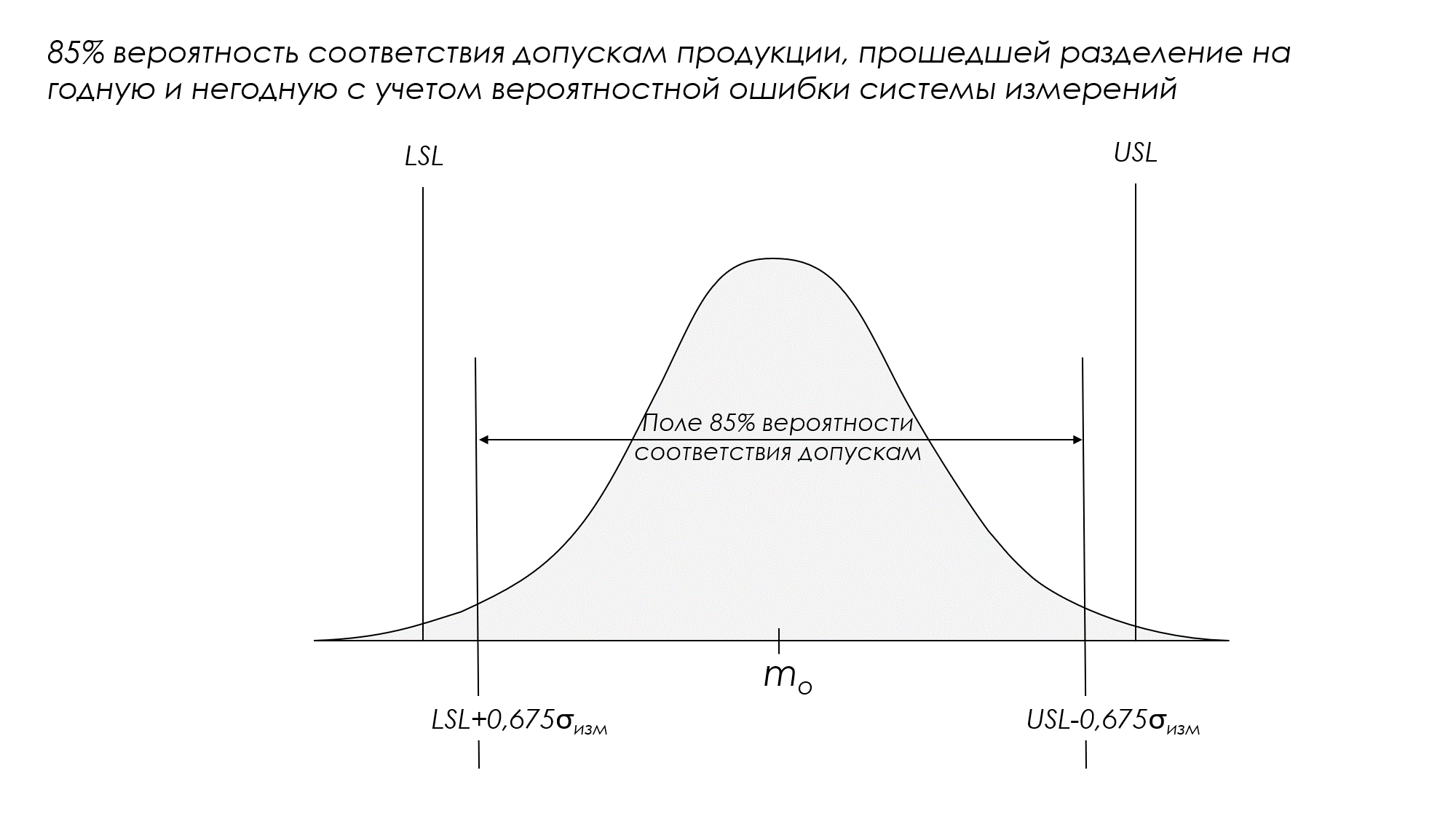
図 5. 測定システムの 1 つの可能性のある誤差 (確率的誤差) に対する許容限界の双方向の狭小化を考慮して、合格と不適に分けられた製品の許容差が 85% の確率で順守されることを保証します。
凡例: LSL および USL - 公差フィールドの下限および上限 (仕様)。 m0 は公差フィールドの公称値です。
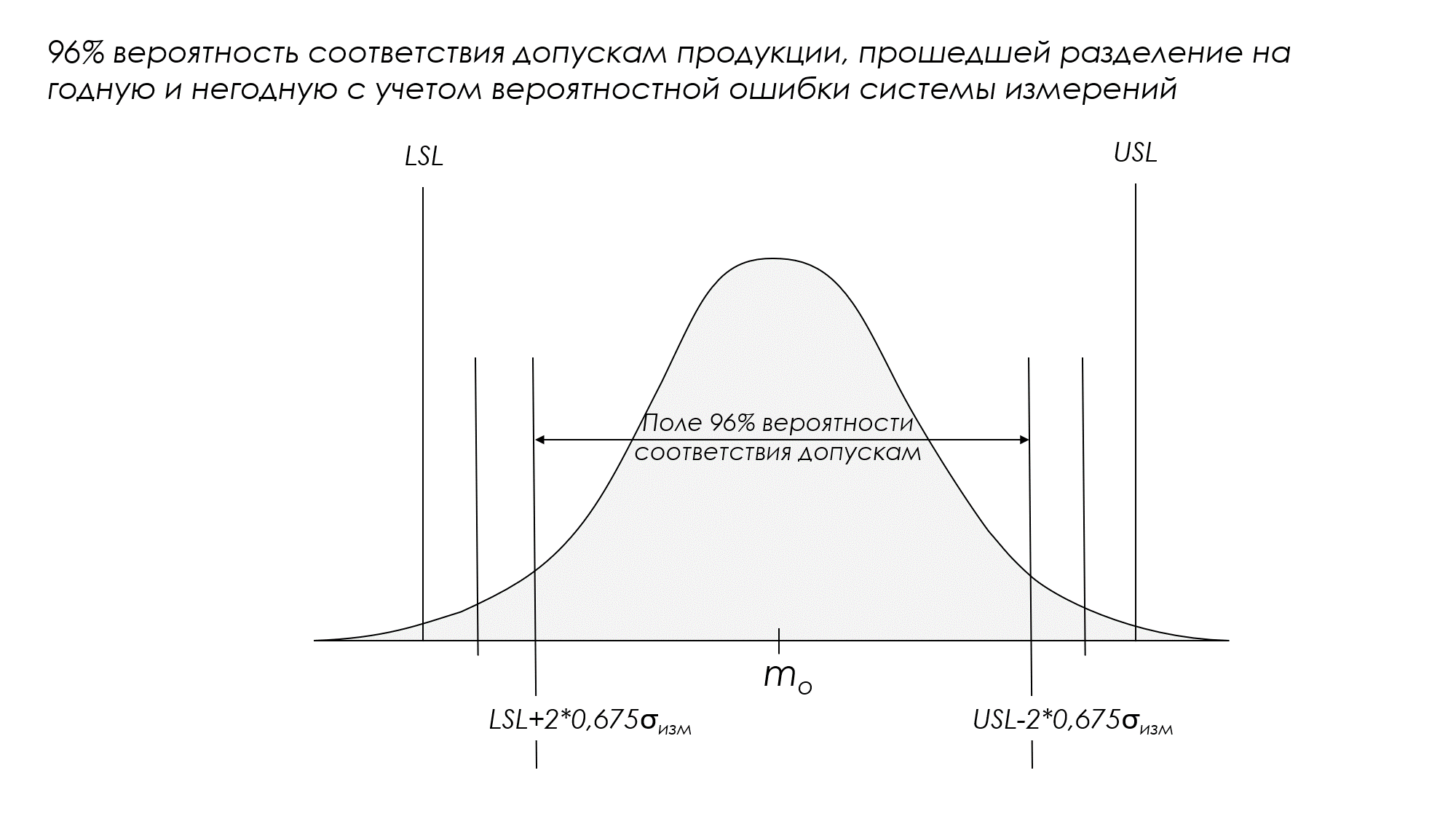
図6. 測定システムの2つの可能性のある誤差(確率的誤差)の許容限界の両側の狭小化を考慮して、合格と不適に分けられた製品の公差への96%の適合確率の確保。
凡例: LSL および USL - 公差フィールドの下限および上限 (仕様)。 m0 は公差フィールドの公称値です。
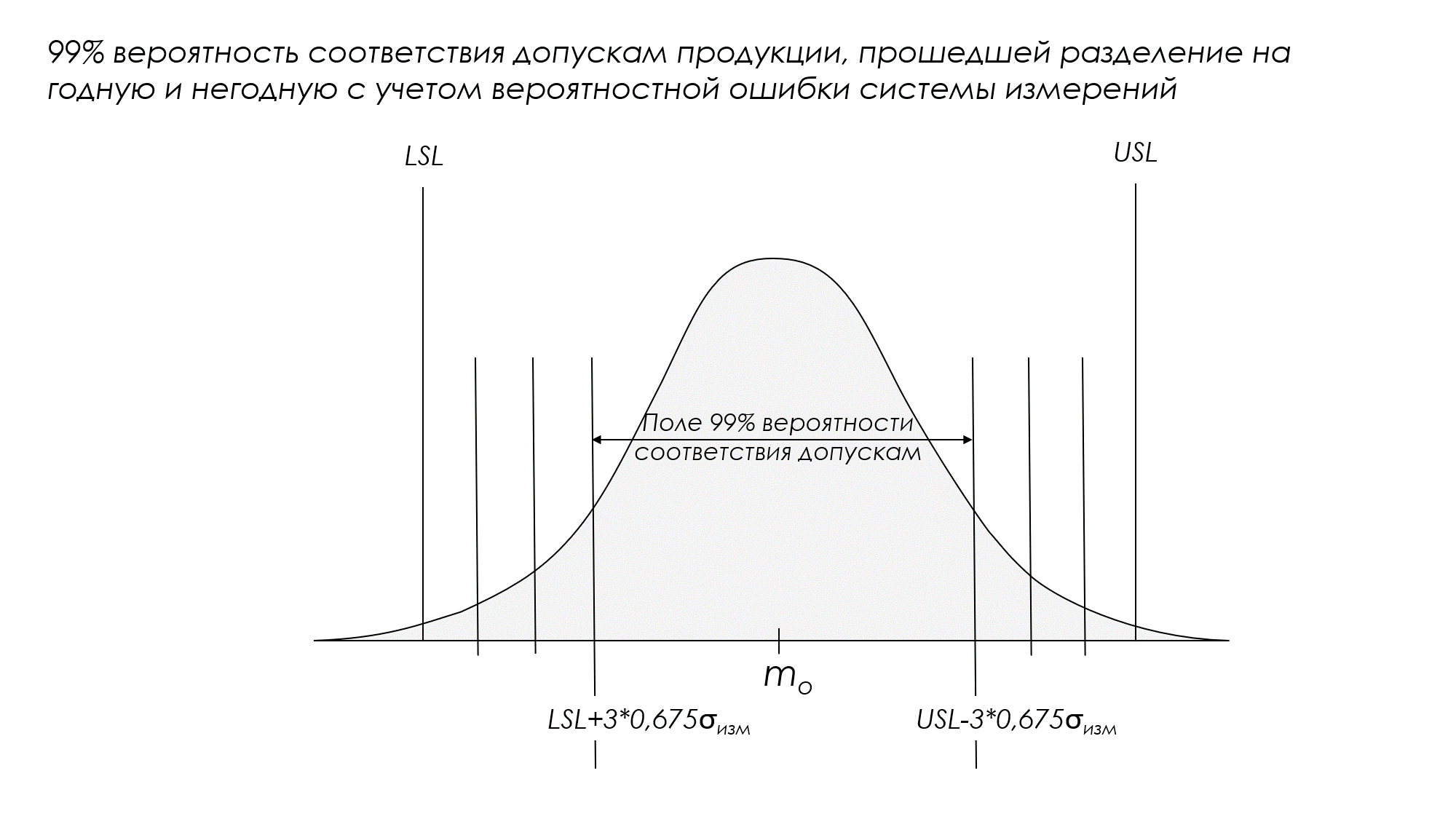
図 7. 測定システムの 3 つの可能性のある誤差 (確率的誤差) の許容限界の双方向の絞り込みを考慮して、合格と不適に分けられた製品の公差に 99% の確率で適合することを保証します。
凡例: LSL および USL - 公差フィールドの下限および上限 (仕様)。 m0 は公差フィールドの公称値です。
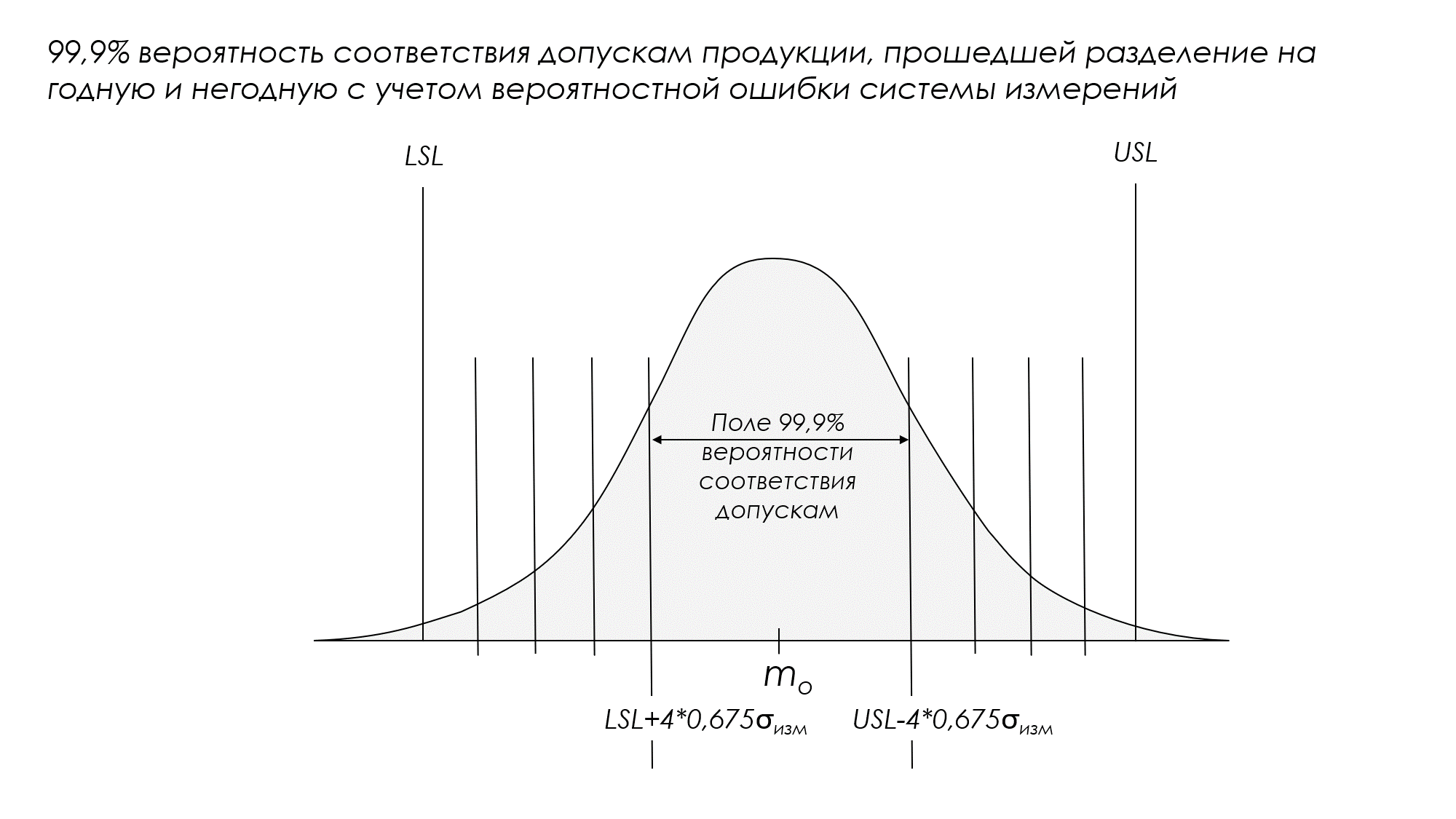
図 8. 測定システムの 4 つの可能性のある誤差 (確率的誤差) の許容限界の双方向の絞り込みを考慮して、合格と不適に分けられた製品の公差に 99.9% の確率で適合することを保証します。
凡例: LSL および USL - 公差フィールドの下限および上限 (仕様)。 m0 は公差フィールドの公称値です。
「トーストを焦がさないようにするのが一番です。トーストを焦げてしまった場合は、食べられるようにきれいにする方法を考えなければなりません。」
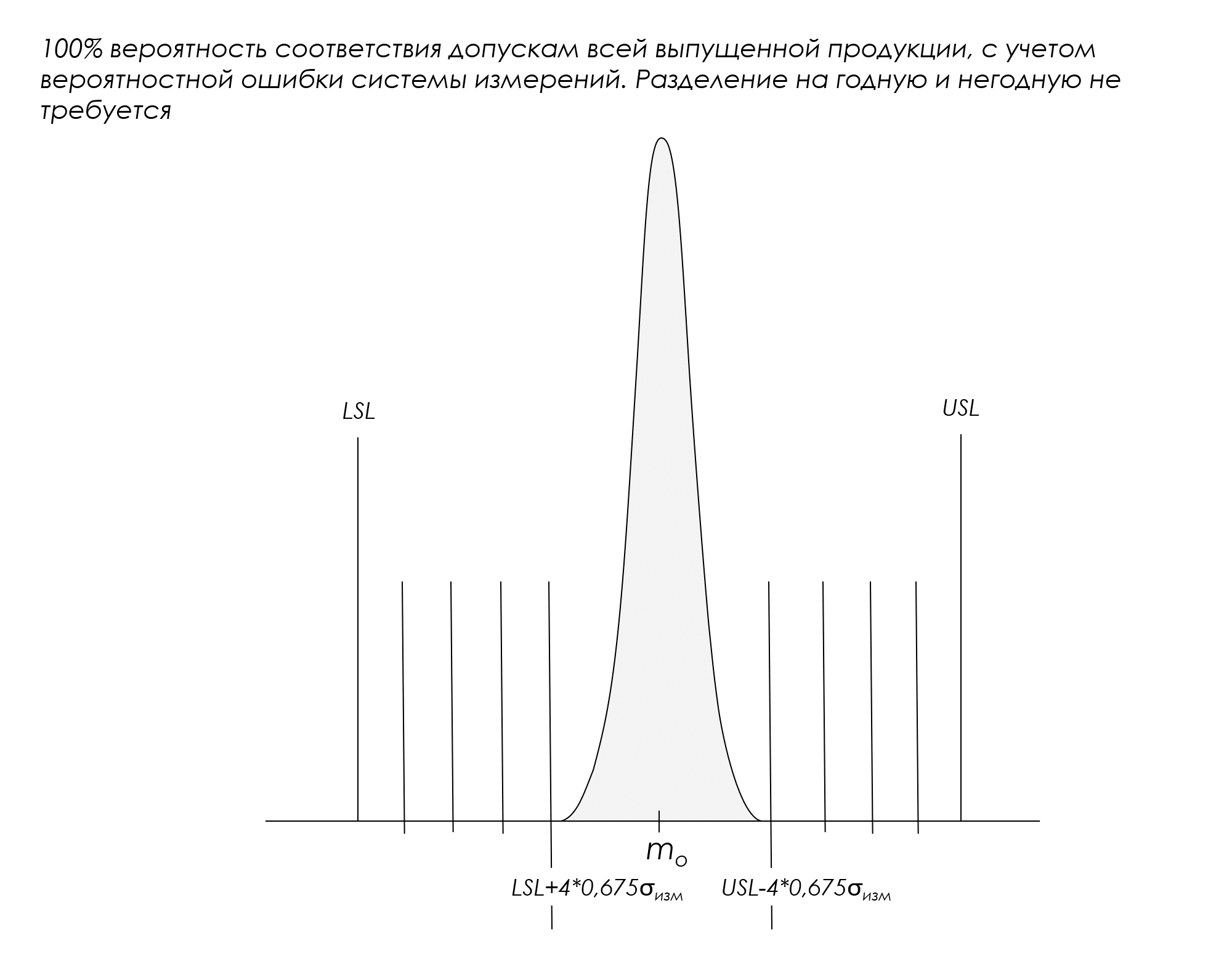
図 9. 測定システムの 4 つの可能性のある誤差に対する許容限界の 2 方向の狭まりを考慮して、製造されたすべての製品の許容範囲への準拠の確率を 100% にします。良品と不良品を分ける必要はありません。
凡例: LSL および USL - 公差フィールドの下限および上限 (仕様)。 m0 は公差フィールドの公称値です。
不合格品は本当に不良品なのでしょうか?
圧縮許容限界よりも広い範囲で稼働するプロセスの場合、選択した適合確率で製品を合格と不適に分離した後、圧縮許容限界内で不合格となった製品をテストする次の段階が始まります。
次に、拒否された製品が実際に欠陥品であるかどうかを、やはり一定の確率で判断する必要があります。たとえば、次の領域に該当する不合格製品をすべてチェックする必要があります。
およびUSL+/-4×0.675σ 変化 。
同じ生産単位を繰り返し測定し、その平均値を記録することは、測定システムの誤差 σ を減らすためのツールとして役立ちます。 変化 (n)、その結果、測定値の確率誤差は 0.675σ になります。 変化 (名詞)。
したがって、たとえば、(n) 回繰り返し測定を行い、平均値を記録した場合、そのような測定システムで考えられる誤差は次のようになります。
0.675σ 変化 (n)= 0.675σ 変化 /√n
その後、各ユニットの測定値の平均値 (n) に基づいて、新しい拒否フィールド、つまり許容限界を、たとえば、 0.675*σ の (n) 回の繰り返しによる測定システム 変化 (n) 以前に拒否された製品の公差を満たす少なくとも 99.9% の確率:
LSL+4*0.675*σ 変化 /√n および USL-4*0.675*σ 変化 /√n
たとえば、境界測定ごとに 4 回測定を繰り返すと、測定システムが 2 分の 1 に改善される (確率誤差 (確率誤差) が減少する) ことは容易に理解できます。
√n=√4=2
これにより、公差制限が厳しいために以前に拒否された製品の一部が使用可能に戻る可能性があります。そしておそらく、この仕事のためにコントローラーの軍隊を雇わなければならないでしょう。
繰り返します。最善の解決策は、良品と不良品を分ける必要がまったくなくなるまでプロセスの機能を改善することです (図 9)。
「測定システムの改善に取り組むか、製造プロセスの改善に取り組む必要があります。
測定システムをアップグレードすると諸経費が増加します。それは製品を良くするものではありません。これにより検査が不要になるわけではありません。これでは、焼けたトーストの検索に関連するコストが増加し、生産性が低下するだけです。
生産プロセスを改善すると、過剰な生産コストと過剰な使用コストの両方が削減されます。さらに、何度も証明されているように、これらのプロセスの改善は通常、設備投資や不完全な測定システムの改善を必要とせずに達成できます。世界クラスのトーストスクレーパーになるよりも、トーストを焼くのをやめることを学ぶ方が常に良いです。
このため、測定の品質に過度に関心を持つことは逆効果になります。不完全な (しかし安定した) 測定システムを使用すると、製造プロセスの品質と一貫性を大幅に向上させることができます。これらの改善により、全数検査の必要性がなくなり、製造業者と顧客の両方にとってその他の余分なコストが削減されます。
しかし、すでに述べたように、不完全な測定では製品のグレードを適切に評価できません。製品を仕様 (許容範囲) に合わせてグレード分けできるように測定システムの改善に重点を置くと、労力、時間、リソースが、コスト削減ではなく、諸経費の増加に費やされることになります。」
当社が開発したソフトウェア「シューハート管理図 PRO-Analyst+AI(Windows、Mac、Linux対応)」は、この機能を実現しています。 公差フィールド (顧客公差フィールド) を生産で狭められシフトされた公差 (受け入れ公差) に変換する 。
測定システムが統計的に安定した状態(同じ標準(参照)の 25 ~ 30 回のテスト - 再テスト測定の XmR チャートを使用して評価)にある場合は、プロセス管理限界と合わせて個々の値のヒストグラム グラフを使用できます。ユーザーが選択した製品公差への適合性の最小確率 (85%、96%、99%、99.9%) について、測定システムの誤差とバイアスを考慮して得られた製造限界公差 (仕様) を表示します。この機能は、製品を良品と不良品に分類する際に使用され、設定された顧客許容誤差の限界値をそれぞれの側でそれぞれ 1 ~ 4 つの測定システムの可能性のある誤差に狭めることを考慮します。

図 10. 分布ヒストグラムと散布図には、狭められシフトされた製造公差フィールドを適用する前の顧客公差 (LSL、NSL、USL) が表示されます。図面は当社が開発したものを使用して作成されました 「シューハート管理図 PRO-Analyst +AI(Windows、Mac、Linux用)」 。
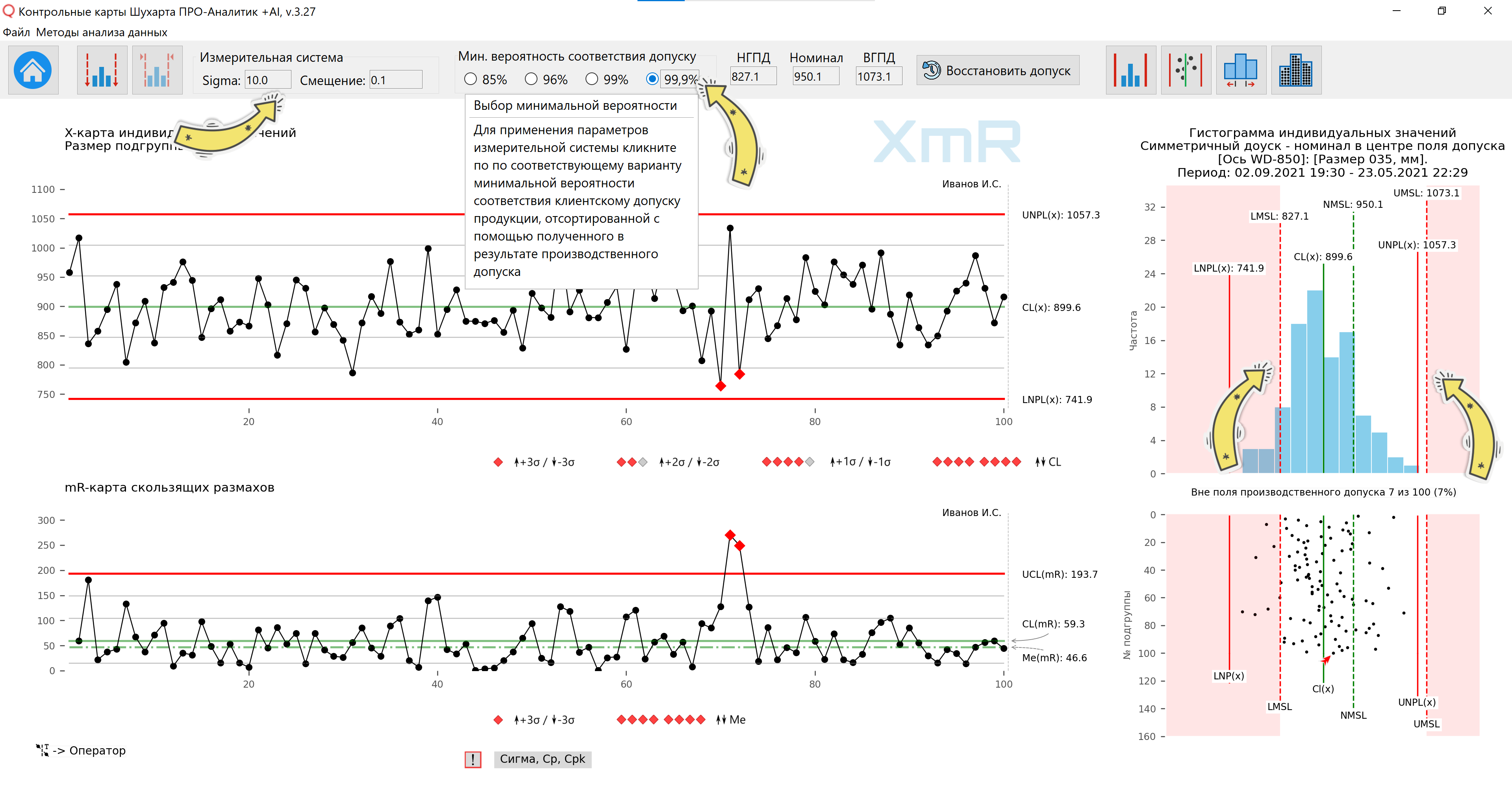
図 11. 分布ヒストグラムと散布図は、誤差 (σ) と測定システムのバイアスを考慮した、生産公差の狭められシフトされたフィールドを表示します。生産で狭められた部品の公差と比較して、不合格部品が顧客の公差に適合する最小確率 (99.9%) が選択されました (測定システムの確率誤差を 4 つずつ狭める)。図の凡例: LMSL(x) など - 製造仕様の下限 / 製造公差の下限。 NMSL(x) pr. - 公称製造仕様線/製造公差フィールドの公称線; UMSL(x) pr. - 製造仕様上限 / 製造公差の上限 図面は弊社開発の図面を使用して作成されました。 「シューハート管理図 PRO-Analyst +AI(Windows、Mac、Linux用)」 。
「私の友人のロイド・ネルソンが言ったように、またこれまでの章で強調してきたように、経営、リーダーシップ、生産における根本的な問題は、変動の性質を理解して解釈できないことです。
ほとんどの企業や政府機関では、品質と生産性を向上させるための取り組みや実践が断片化されており、全体として有能なリーダーシップや継続的な改善のための一貫したシステムが存在しません。
立場に関係なく、誰もがトレーニングと能力開発を必要としています。断片的な取り組みが行われる雰囲気では、人々はそれぞれ独自の方向に進み、会社に大きな利益をもたらすことはできず、ましてや発展することはできません。」