許容値フィールドの正しい使用方法と誤った使用方法。不良品と良品の許容範囲に従って製品を分類する必要がありますか、それともプロセスをカスタマイズする必要がありますか?
記事: [26] DONALD J. WHEELER: 「仕様の正しい使用方法と誤った使用方法。分類または調整?」
翻訳、メモ、説明付き追加グラフィック資料: AQT センター科学ディレクター
セルゲイ・P・グリゴリエフ
、ドナルド・ウィーラーから親切に提供された資料を使用しています。
記事への自由なアクセスは、記事に含まれる資料の価値を決して減じるものではありません。
この記事では、許容差フィールドの歴史と目的を説明し、実際に許容差フィールドを使用する 2 つの一般的な方法を見ていきます。簡単な例を使用して、公差フィールド (仕様) の正しい使用方法と誤った使用方法を説明します。
Sergey P. Grigoryev 氏の注: この記事は、機械オペレータによる公差フィールドに対するプロセスの操作調整が、不安定なプロセスや公差フィールドの中心にないプロセスに対してのみ意味を持ち、安定したプロセスや公差フィールドの中心にないプロセスに対してのみ意味があることを実証しています。公差フィールドの中心を絞ったプロセスは、さらに大きなばらつき(平均値付近のデータのばらつき)を招き、作業者が「何が起こっているのか」を理解できなくなります。彼が生産する部品の品質を向上させようとしているとき。
お客様の声
約 220 年前、イーライ ホイットニーは交換可能な部品を備えた綿繰り機を作成しました。交換可能な部品の使用は、当時の技術的進歩でした。綿繰り機での成功の直後、ホイットニーは交換可能な部品を備えたマスケット銃を米軍に供給する契約を受け取りました。互換的に使用できるように多数の部品を製造しようとしたとき、彼はすぐに、それ以来すべての製品に付きまとっている事実を発見しました。それは、同じものは 2 つとしてないということです。
そのため、同じものを作るのではなく、似たものにすることで満足する必要がありました。彼らがこれを受け入れると、すぐに疑問が生じました。「十分に似ている部品とはどの程度似ているのか?」この質問に答えるために、技術的条件 (公差フィールド、仕様) が作成されました。部品が引き続き機能するため、多少のずれは許容できることは明らかでした。ただし、バリエーションが増えると、その部品を使用するよりも破棄した方が安くなる時点が来ます。そして、許容範囲フィールド(仕様)は、この損失カットオフポイントを決定することを目的としています。
200 年前、大量生産の経済が非常に優れていたため、大量の廃棄物が許容されました。 1840 年代までに、ゲージ (合否) ツールが発明されました。 1860 年代までに、これは大量の部品を経済的に良品と不良品に分類できる「ゴーノーゲージ」に進化しました。この 1860 年代の技術は現在でも使用されています。許容範囲フィールドは、許容可能な製品と許容できない製品を区別するために作成されました。製品ストリームに非破壊検査で特定できる不適合要素が含まれている場合、経済的に実行可能な方法で実施できる場合には、全数検査の使用が依然として合理的な戦略となります。トーストが焼けたら、焦げた部分をきれいにする以外に何ができるでしょうか?
例
図 1 と 2 は、100 個の最終テスト値とそのヒストグラムおよび個々の値のシューハート X マップを示しています。これらの値は、私のクライアントの工場の 1 つでの製造作業から得られたものです。これらの値の許容範囲は 67 ~ 71 の範囲です。ヒストグラムは、このプロセスの歩留まりが 34% しかないことを示していますが、X マップは、このプロセスが予測不能に動作していることを示しています。許容範囲により、適合品と不適合品を区別できますが、歩留まりが 34% であることは許容できません。
何かする必要がありますか?
一般的な行動方針の 1 つは、適切なプロセス調整を行って出力を改善しようとすることです。検査 (テスト) のために選択された部品の各測定結果の後にプロセスを調整でき、それぞれの調整がその後に生産される製品に影響を与えると仮定しましょう。許容範囲の 67 と 71 を使用して、調整のデッド ゾーンを決定します。つまり、不適切なテスト結果が得られた場合にのみプロセスを調整します。たとえば、テスト結果が 65 の場合は、プロセスを 4 だけ上に調整して、プロセスの目標値を平均許容値 69 にします。また、結果が 75 の場合は、プロセスを 4 だけ下に調整します。 6. ただし、テスト結果が 67、68、69、70、または 71 の場合は、このプロセスに変更は加えません。このタイプの調整を「P コントローラー」と呼びます。
ソートされたリストのデータを CSV 形式でダウンロードして、独自の XmR 管理図を作成できます。 ダウンロード 。
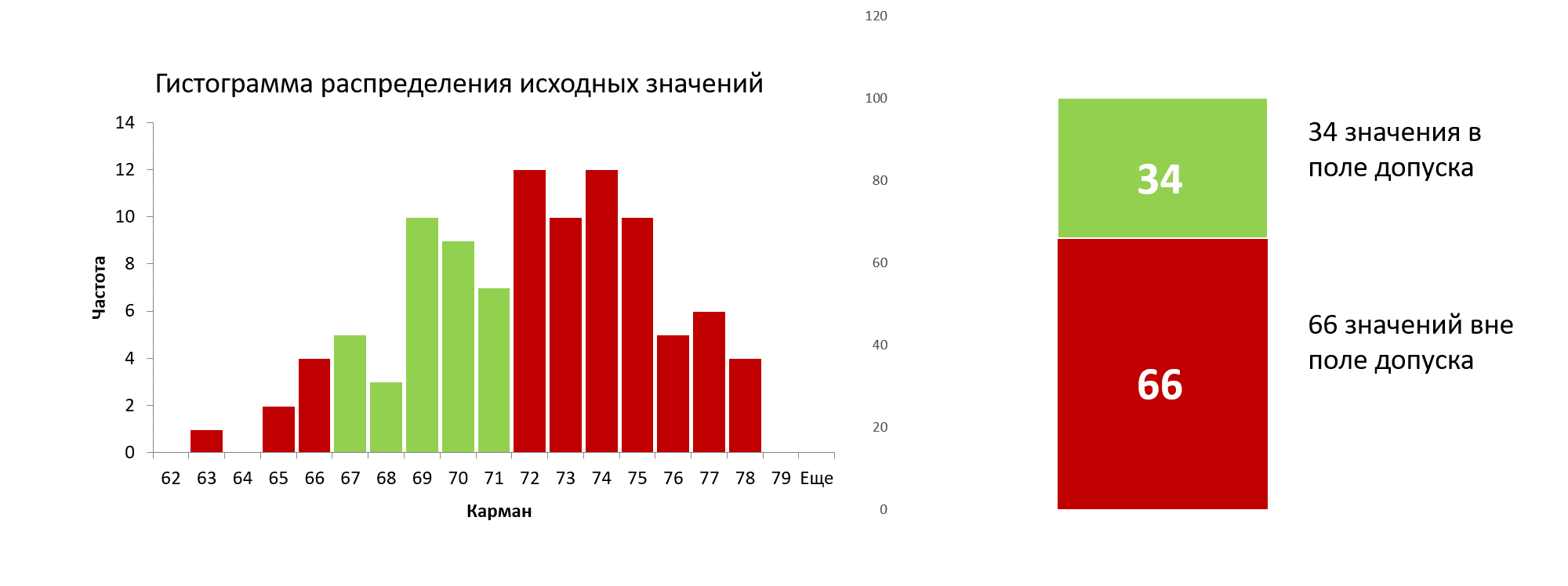
図 1: 調整前の不安定で中心が合っていないプロセスの 100 個の初期値の分布のヒストグラム。
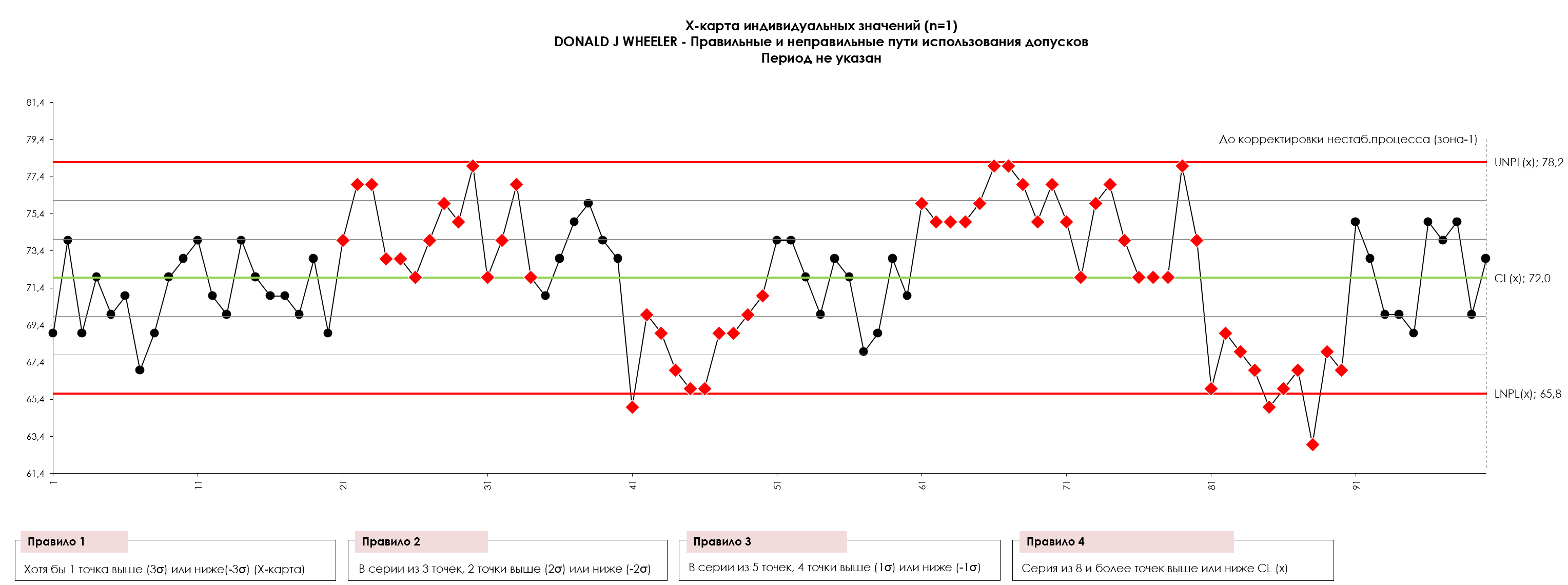
図 2: 個別値の X マップ (プロセス音声) オペレーターが修正する前の、不安定で中心が合っていないプロセスの 100 個の初期値。赤い線はそれぞれ、プロセスの上部と下部の自然な境界であり、緑の線はプロセスの中心線 (平均) です。赤い点 (一連の点) は特別な原因の存在を示しており、統計的に制御できないプロセスの状態を示しています。図面は当社が開発したものを使用して作成されました 「シューハート管理図 PRO-Analyst +AI(Windows、Mac、Linux用)」 。
以下のアニメーション図 2 は、調整手順が図 1 の元のデータでどのように機能するかを示しています。たとえば、初期値 69 では、後続の値は調整されません。 2 番目の値 74 に、前の測定値にゼロ調整を加えた結果、調整値は 74 になります。これにより、プロセス目標 69 に対して -5 の調整が行われます。3 番目の値 69 に、前の測定値の調整 - を加えたものになります。 5 では、調整された 3 番目の値は 64 になります。これにより、次のプロセス値が +5 調整されます。
図 3: 不安定で中心が適切でないプロセスとして 100 個の初期値が変化するアニメーションが修正されました。 USL は公差の上限、Target は公差フィールドの公称値、LSL は公差フィールドの下限です。
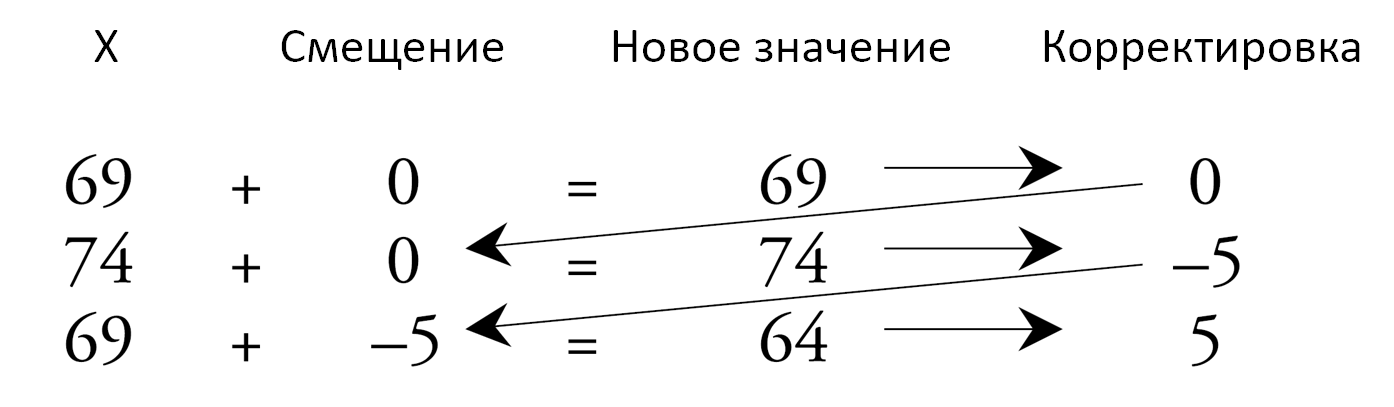
図 4: 「欠陥」部品を測定してプロセスを調整するためのルール。

図 5: 許容範囲に対して不安定で中心が合っていないプロセスを調整する前の 100 個の初期値のグラフ (クライアントの声)。 USL は公差の上限、Target は公差フィールドの公称値、LSL は公差フィールドの下限です。
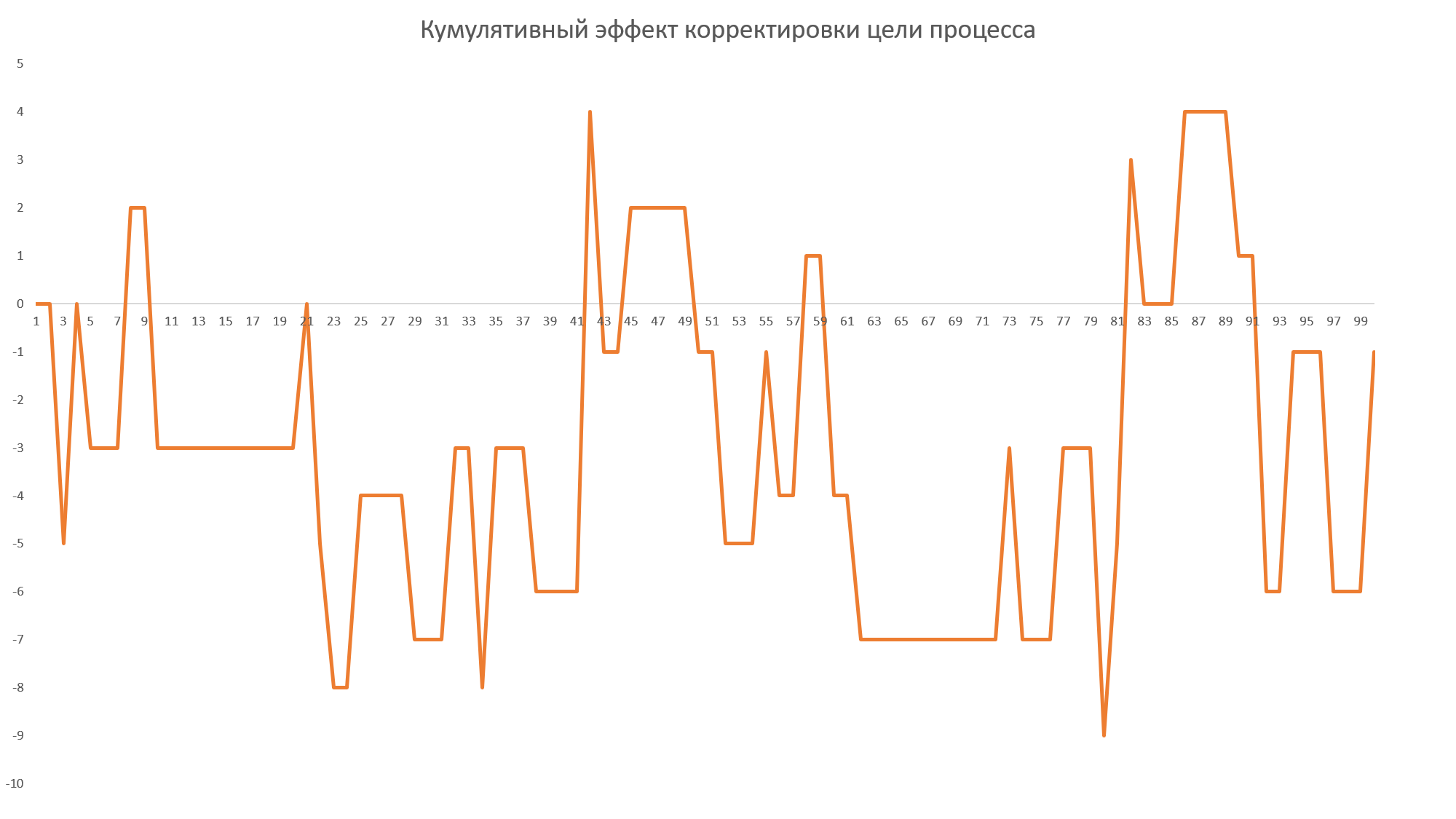
図 6: 制御されておらず中心が不十分なプロセスを調整した場合の累積効果。
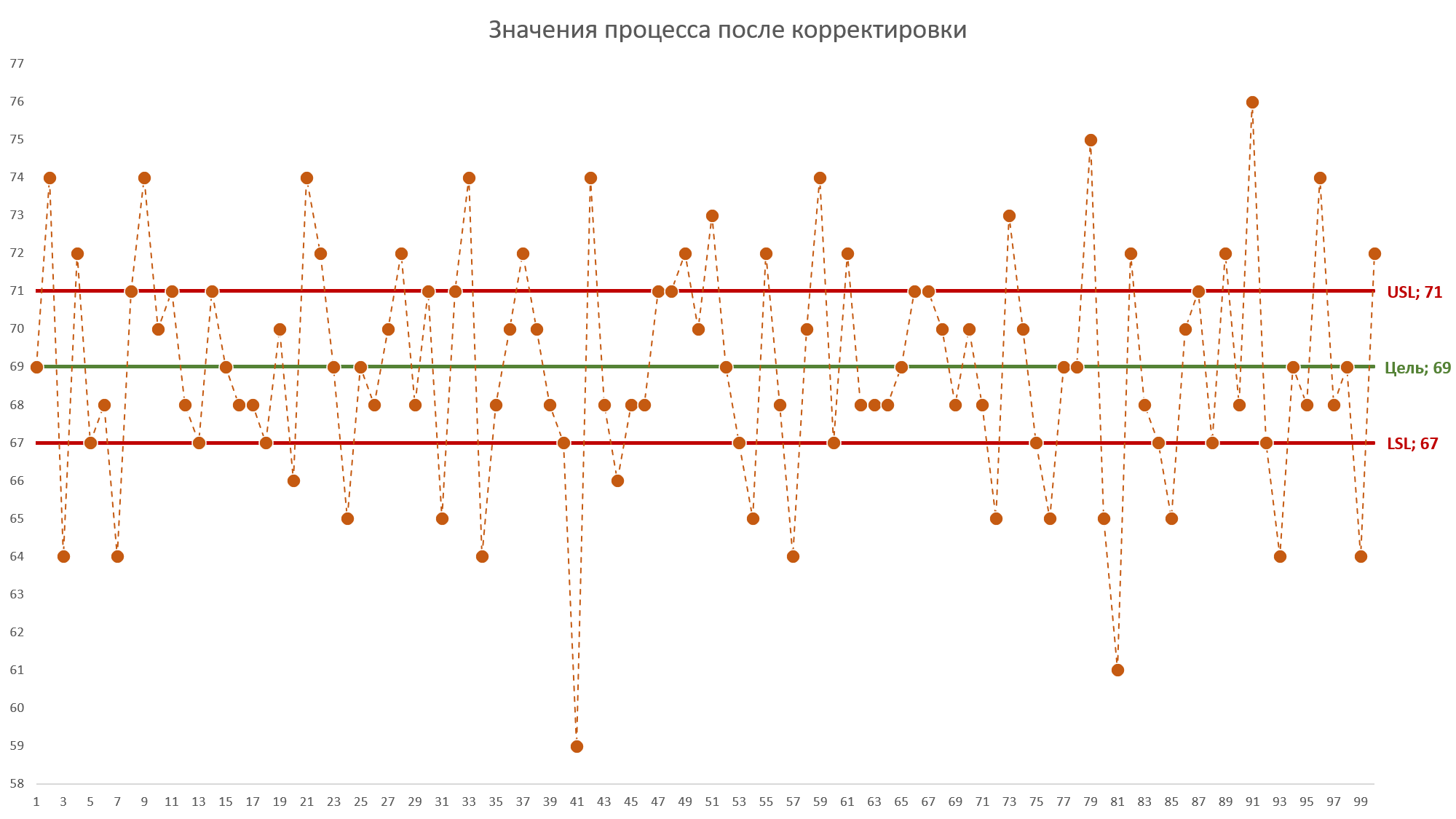
図 7: 不感帯として許容帯域を使用した P コントローラーによる変換後の、制御されていない中心が不十分なプロセスから得られたデータ。 USL は公差の上限、Target は公差フィールドの公称値、LSL は公差フィールドの下限です。
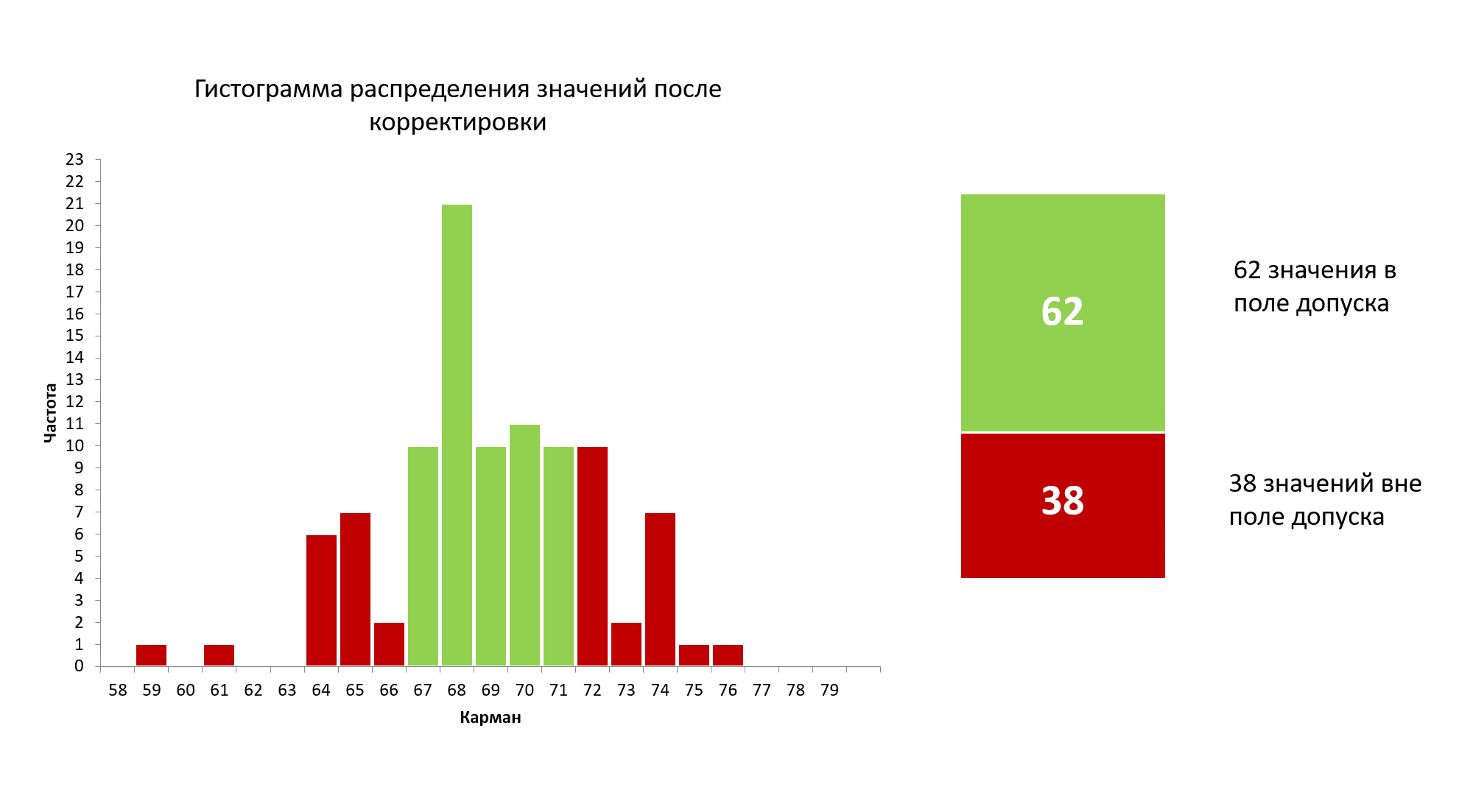
図 8: 不安定で中心が揃っていないプロセスを補正した後の 100 個の新しい値の分布のヒストグラム。
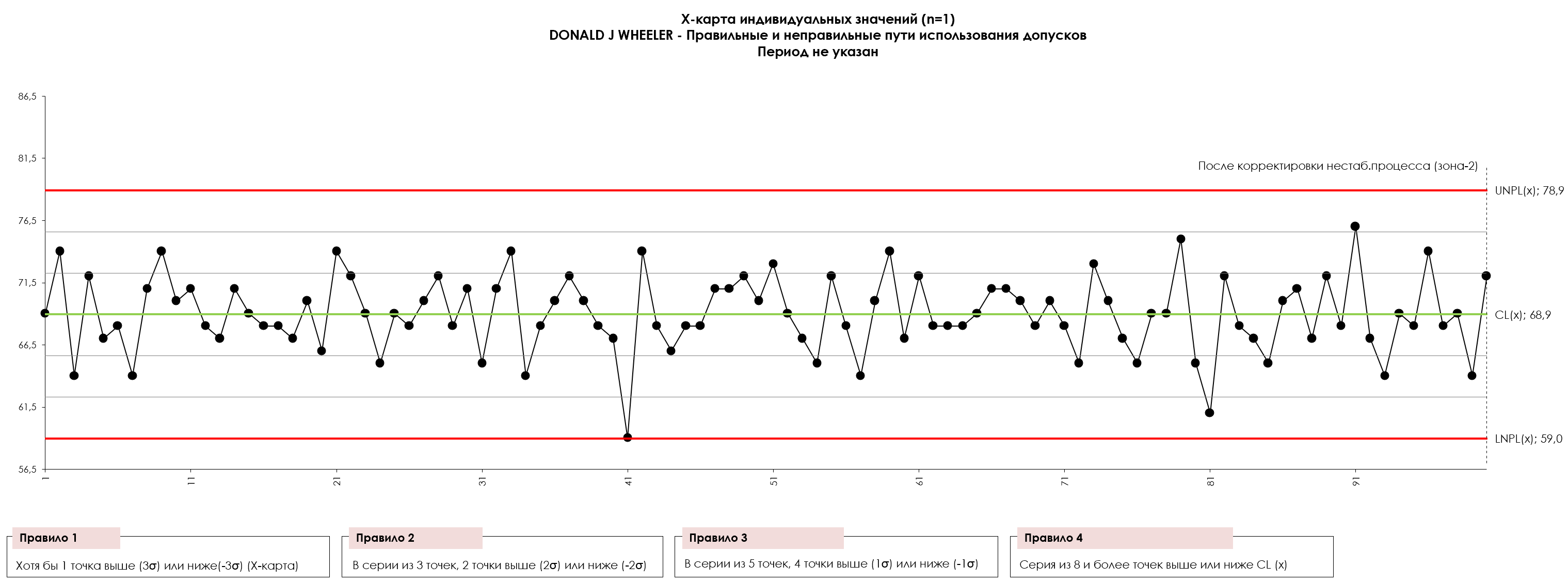
図8.1.: 個々の値のXマップ(プロセス音声)図2に示す不安定で偏った(非中心化)プロセスのオペレータ補正後の100個の値は、統計的に安定した状態を示しています。この図は、当社が開発した 「シューハート管理図 PRO-Analyst +AI(Windows、Mac、Linux用)」 。
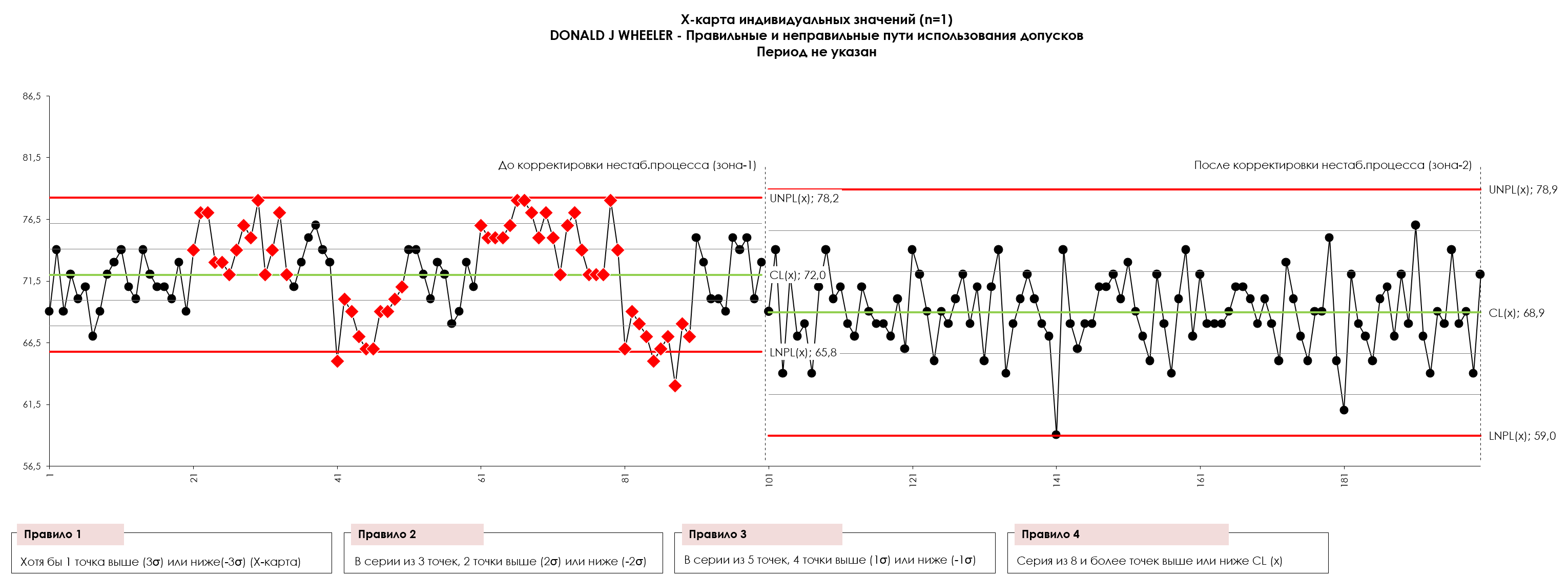
図 8.2.: 不安定で偏った (非中心の) プロセスの修正前 (ゾーン 1) と修正後 (ゾーン 2) の 100 個の値 (プロセス音声) の X マップは、統計的に安定していることを示しています。州。図面は当社が開発したものを使用して作成されました 「シューハート管理図 PRO-Analyst +AI(Windows、Mac、Linux用)」 。
では、私たちはどうやって対処したのでしょうか?許容限界を使用してデッド ゾーンを決定する P コントローラーにより、歩留まりが 34 パーセントから 62 パーセントに向上しました。非常に印象的な改善です。これは、このプロセスが許容範囲内に集中しておらず、予測不可能に制御されていたために発生しました。図 2 に示すデータのこれら 2 つの側面の結果、32 の調整の多くは実際に改善が必要であり、そのため P コントローラーのパフォーマンスが向上しました。
しかし、このプロセスで達成できる収率は 62% だけではありませんでした。もっと良かったかもしれない。図 2 に示す例外的な変動の特殊原因を特定し、本番環境でそれらの特殊原因を制御するための措置を講じると、最終的には図 9 (下記) に示すプロセスになりました。
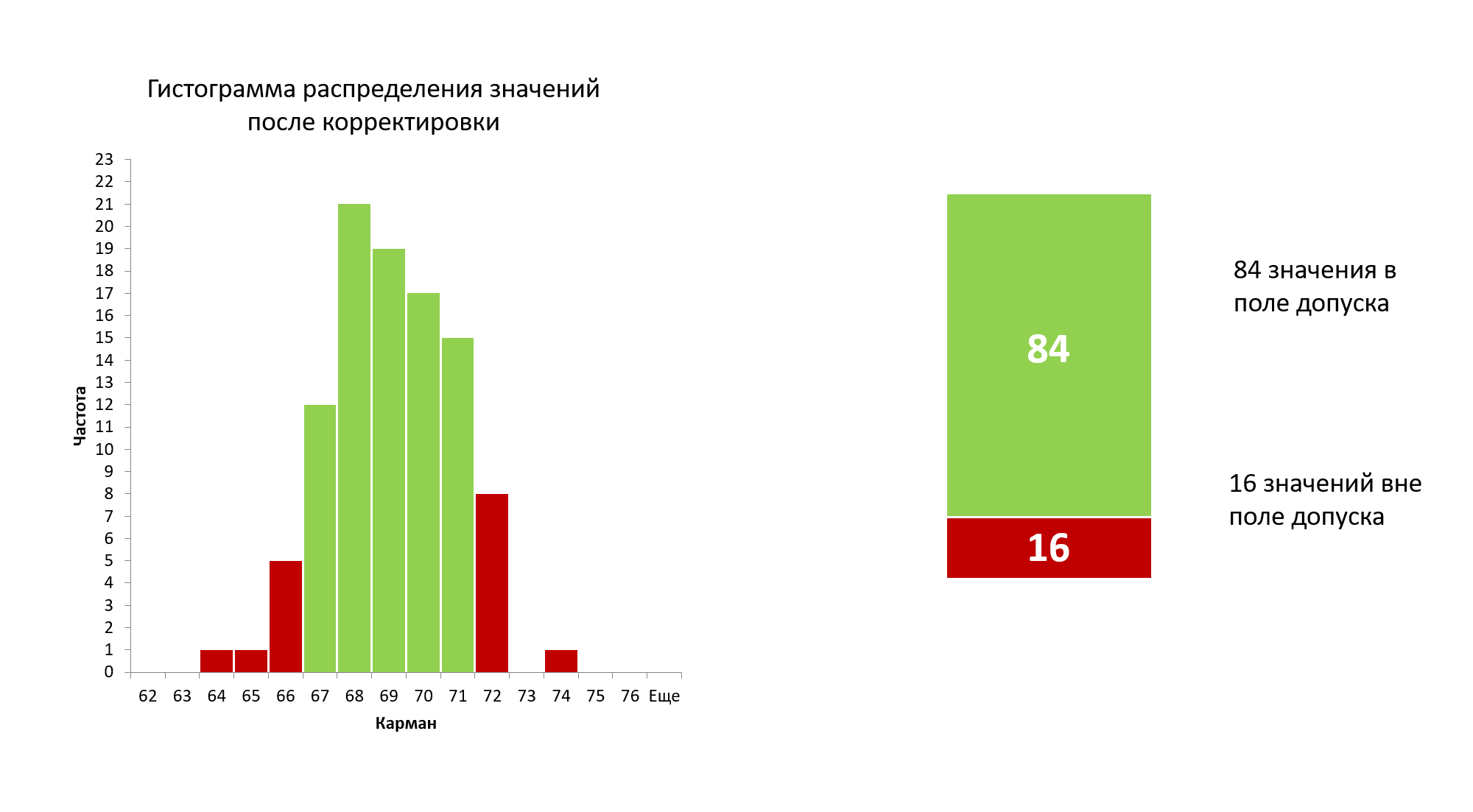
図 9: 以前に特定された変動の特殊原因を除去した後の 100 個の新しい値の分布のヒストグラム。
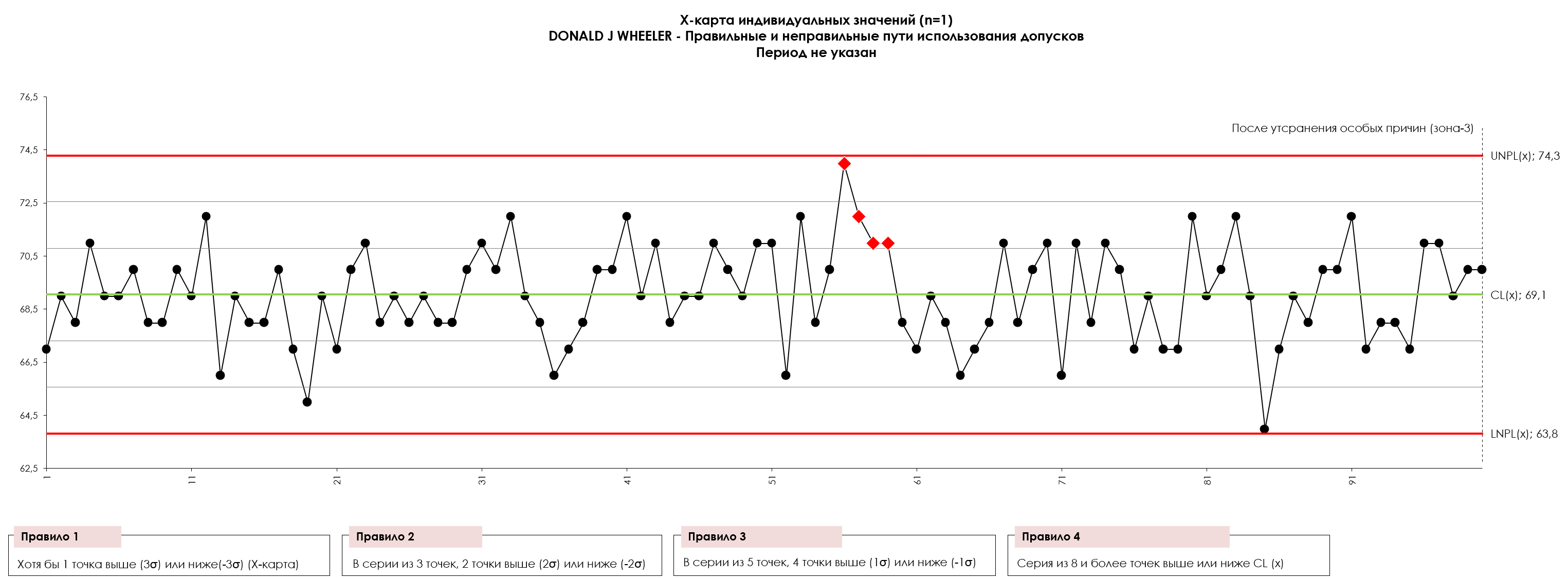
図 10: 個別値 (プロセス音声) 100 個の値の X マップ。図のプロセスは非常に予想通りに動作します。以前に明らかになった変動の特殊原因は、新たな変動の特殊原因が出現した可能性がある一連の点 55、56、57、58、59、60 を除いて排除されました。 UNPL はプロセスの自然管理上限値、LNPL はプロセスの自然管理下限値、CL は中心線 (平均) です。図面は当社が開発したものを使用して作成されました
「シューハート管理図 PRO-Analyst +AI(Windows、Mac、Linux用)」
。
Sergey P. Grigoryev の注記: 安定化されたプロセス データをソートされたリストの CSV 形式でダウンロードして、制御 XmR チャートを個別に構築できます。
ダウンロード
。
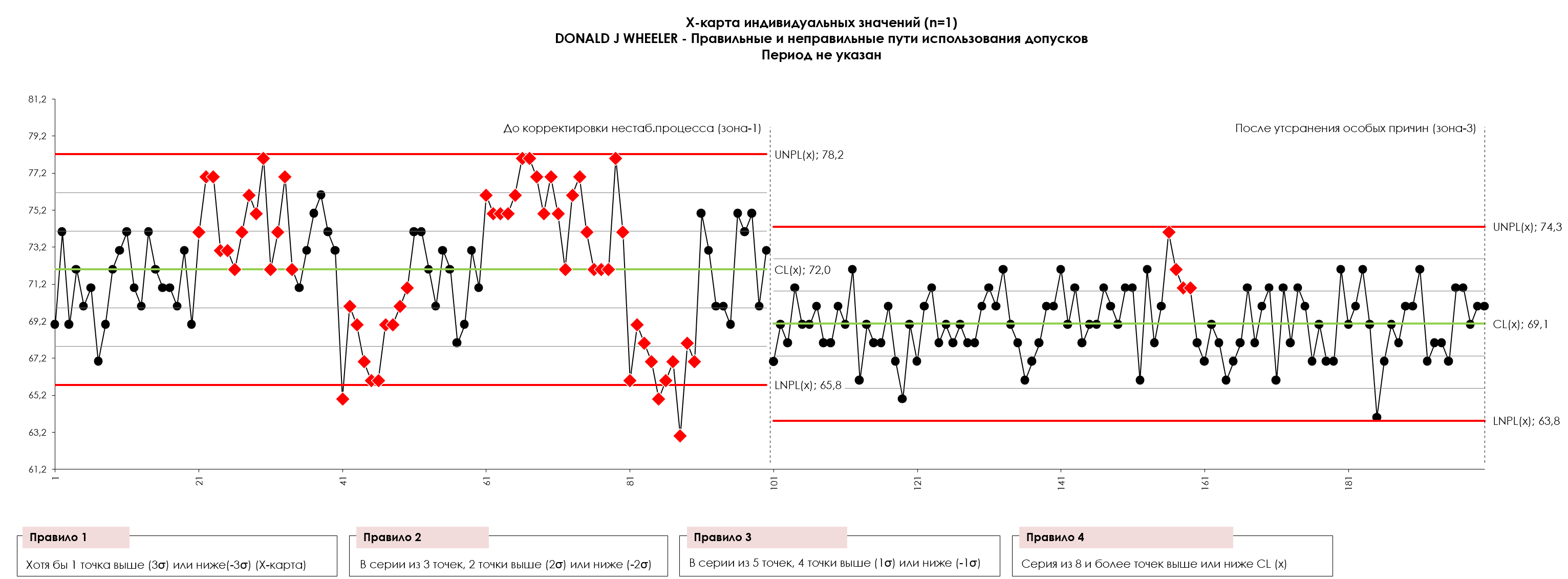
図 10.1: 不安定なプロセスにおける変動の特殊原因を除去する前 (ゾーン 1) と除去後 (ゾーン 3) の 100 個の値の個別値 (プロセス音声) の X マップ。 UNPL はプロセスの自然管理上限値、LNPL はプロセスの自然管理下限値、CL は中心線 (平均) です。図面は当社が開発したものを使用して作成されました 「シューハート管理図 PRO-Analyst +AI(Windows、Mac、Linux用)」 。
このプロセスを予測どおりに目標 (許容値) に合わせて管理し始めたとき、歩留まりは 84% に上昇しました。これは、現在の状態でのこのプロセスの可能性を最大限に引き出したものです。 84% の収率は不可能な目標ではなく、プロセスがその可能性を最大限に発揮したときに生産できるものにすぎません。予測作業によりプロセス出力の変動が最小限に抑えられ、プロセス目標に合わせた作業により製造製品の適合性が最大化されます。
同じ方法を使用して安定したプロセスを改善してみましょう
しかし、このプロセスでは依然として 100% 準拠した製品が製造されるわけではありません。 16%の不適合品を何とかできないものでしょうか?では、図 10 のデータ許容範囲フィールドにデッド ゾーンを持つ P コントローラーを適用するとどうなるでしょうか?これを行うと、図 11 のデータが得られます。
図 11: 100 個の初期値が安定して中心にあるプロセスとして変化するアニメーションが調整されています。 USL は公差の上限、Target は公差フィールドの公称値、LSL は公差フィールドの下限です。
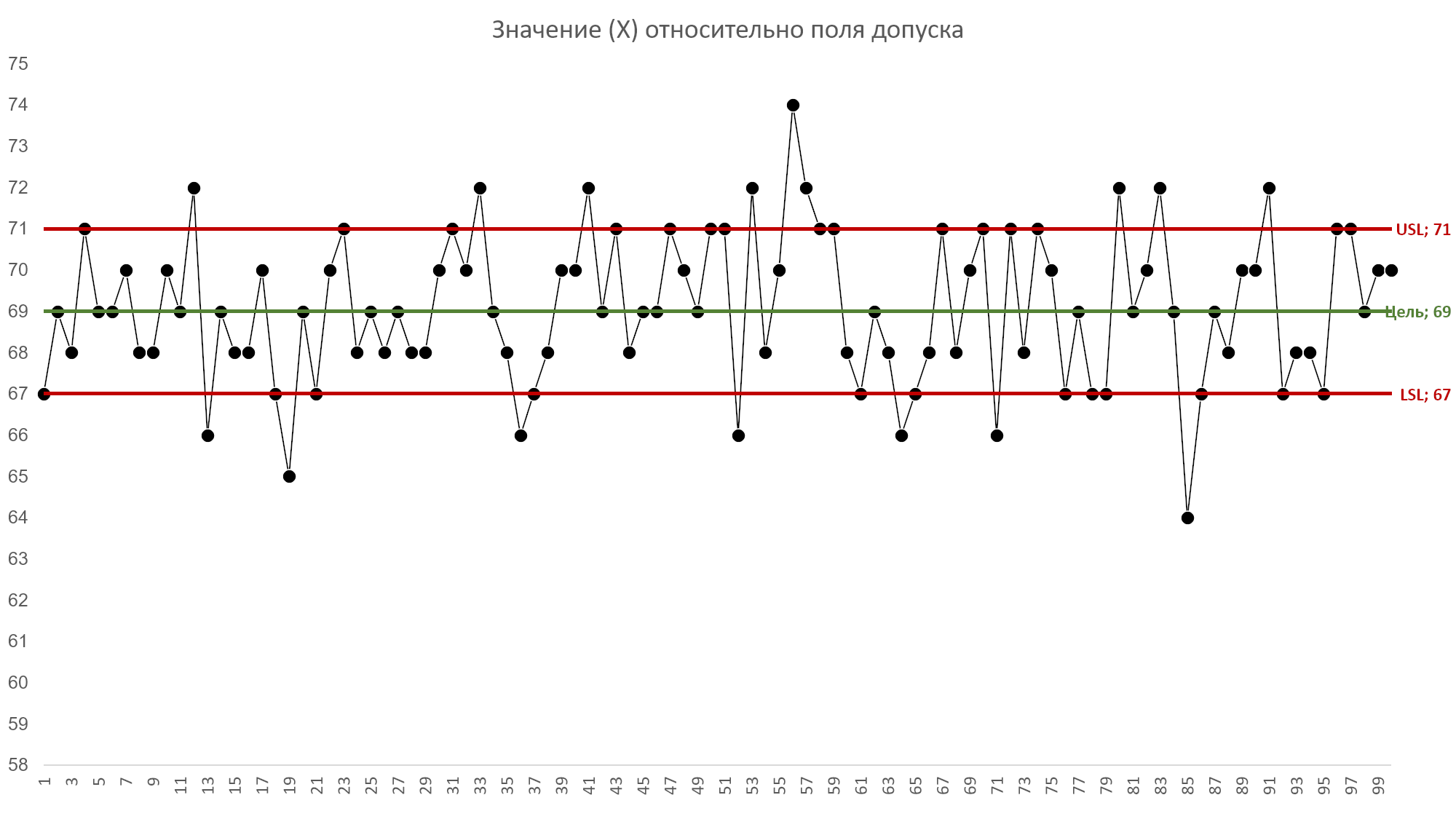
図 12: 許容範囲に対して安定した中心の揃ったプロセスを調整する前の 100 個の初期値のプロット (お客様の声)。 USL は公差の上限、Target は公差フィールドの公称値、LSL は公差フィールドの下限です。
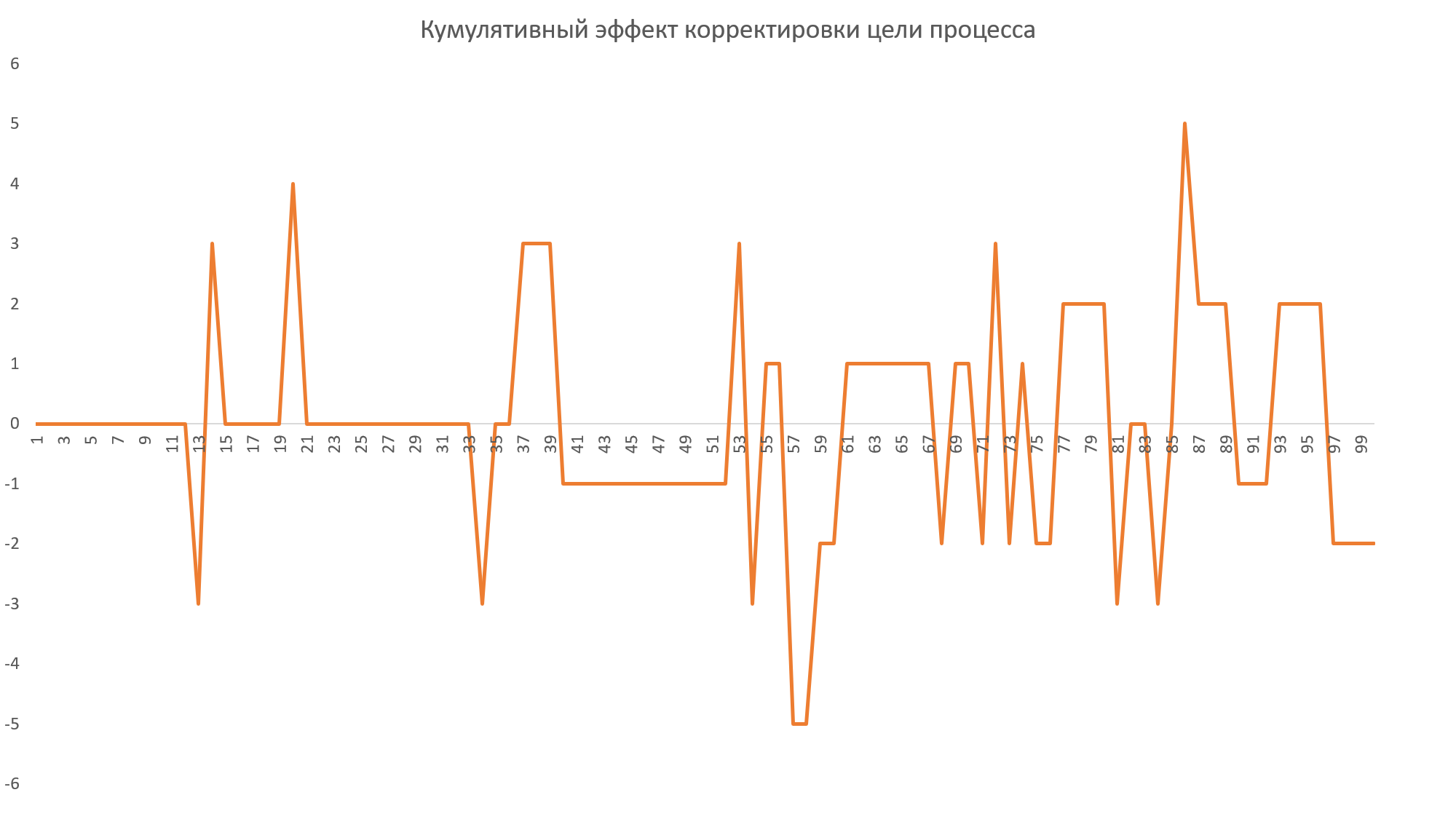
図 13: 安定した中心のプロセスを調整することによる累積効果。
Sergey P. Grigoryev による注記: 図 13 に示されている安定した中心の揃ったプロセスの調整の累積効果のグラフは、不安定で中心のないプロセスの同じグラフとは (X) 軸を中心とした対称性が異なることに注意してください。 (図6)。図 13 の場合、安定した中心のプロセスを調整しようとして、一部の値を下に移動したり、他の値を上に移動したりして、状況をさらに悪化させただけであることがわかります。 「最高のものを望んでいましたが、結果はいつも通りでした。」 - V.S.チェルノムイルディン。
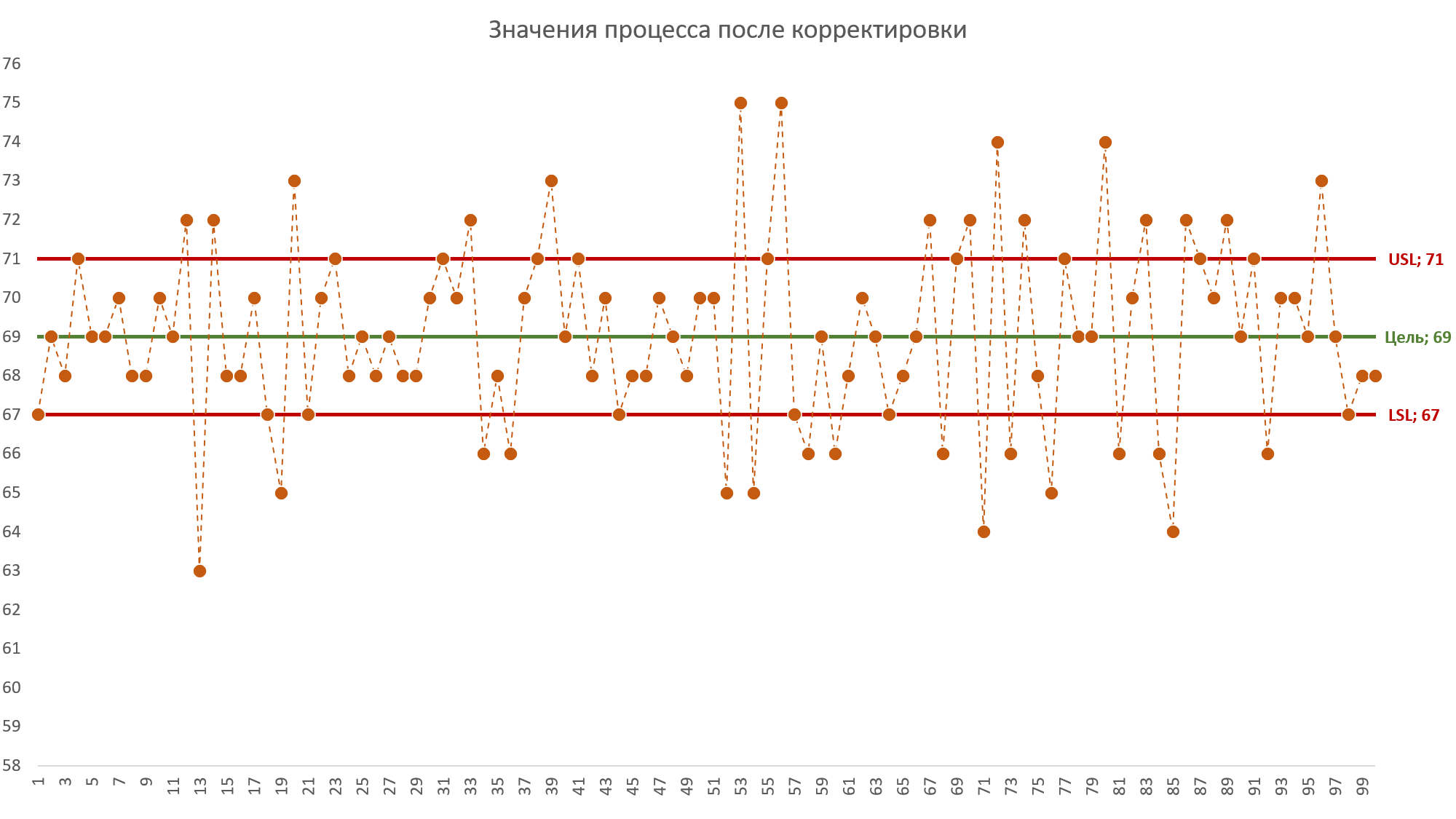
図 14: 不感帯として許容帯域を使用した P コントローラーによる変換後の、安定した中心の揃ったプロセスから得られたデータ。 USL は公差の上限、Target は公差フィールドの公称値、LSL は公差フィールドの下限です。
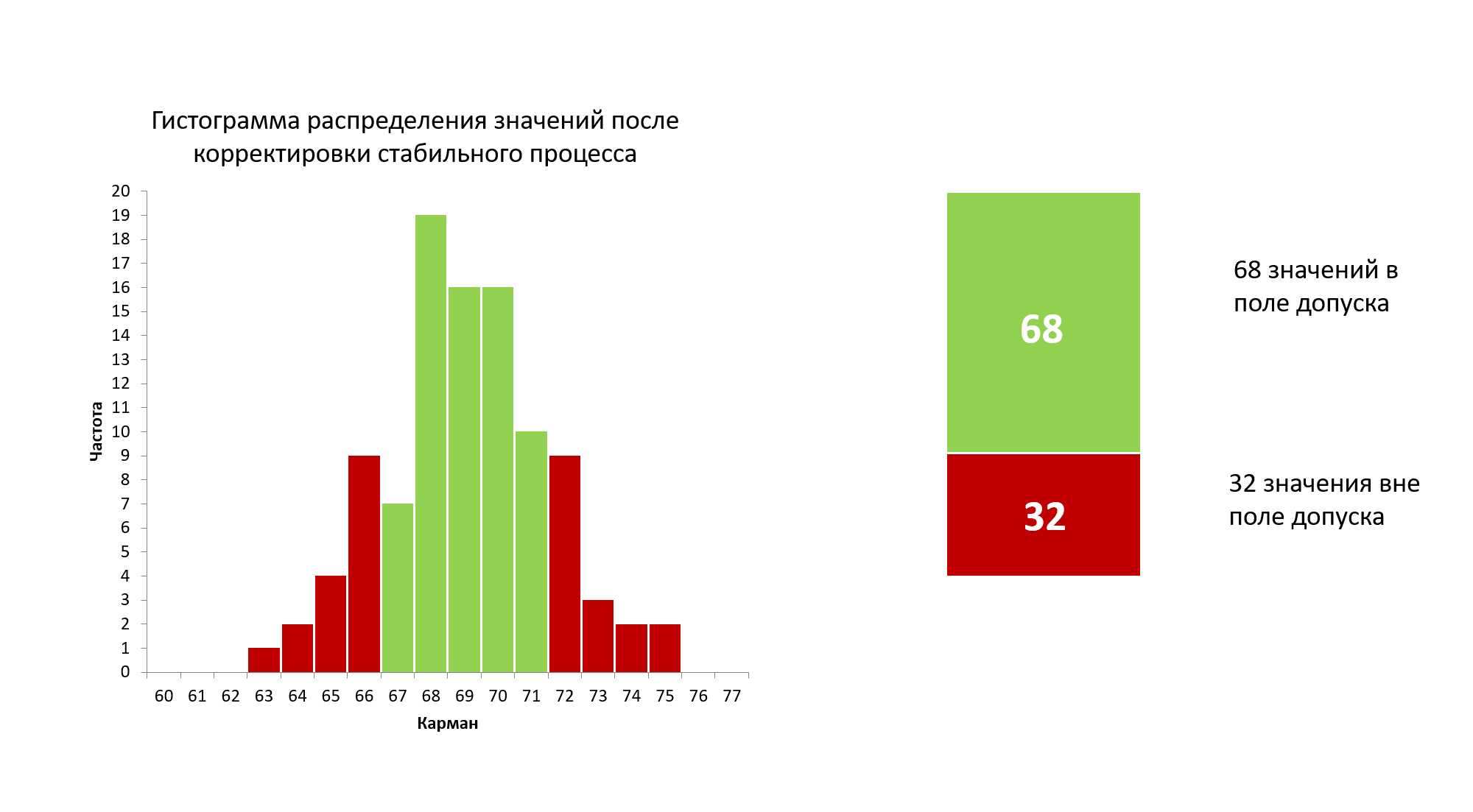
図 15: 安定した中心のプロセスを調整しようとした後の 100 個の新しい値の分布のヒストグラム。
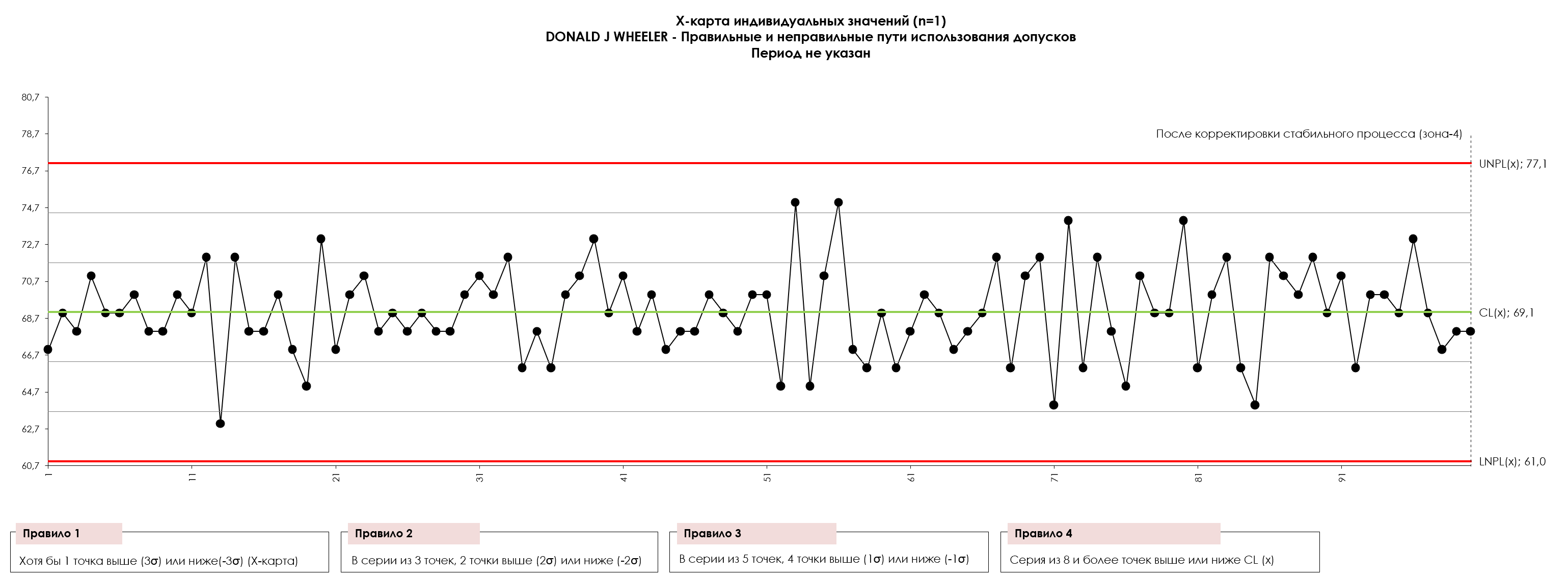
図 16. 安定した中心のプロセスを調整しようとした後の 100 個の値の個別の値 (プロセス音声) の X マップ。 UNPL はプロセスの自然管理上限値、LNPL はプロセスの自然管理下限値、CL は中心線 (平均) です。図面は当社が開発したものを使用して作成されました 「シューハート管理図 PRO-Analyst +AI(Windows、Mac、Linux用)」 。
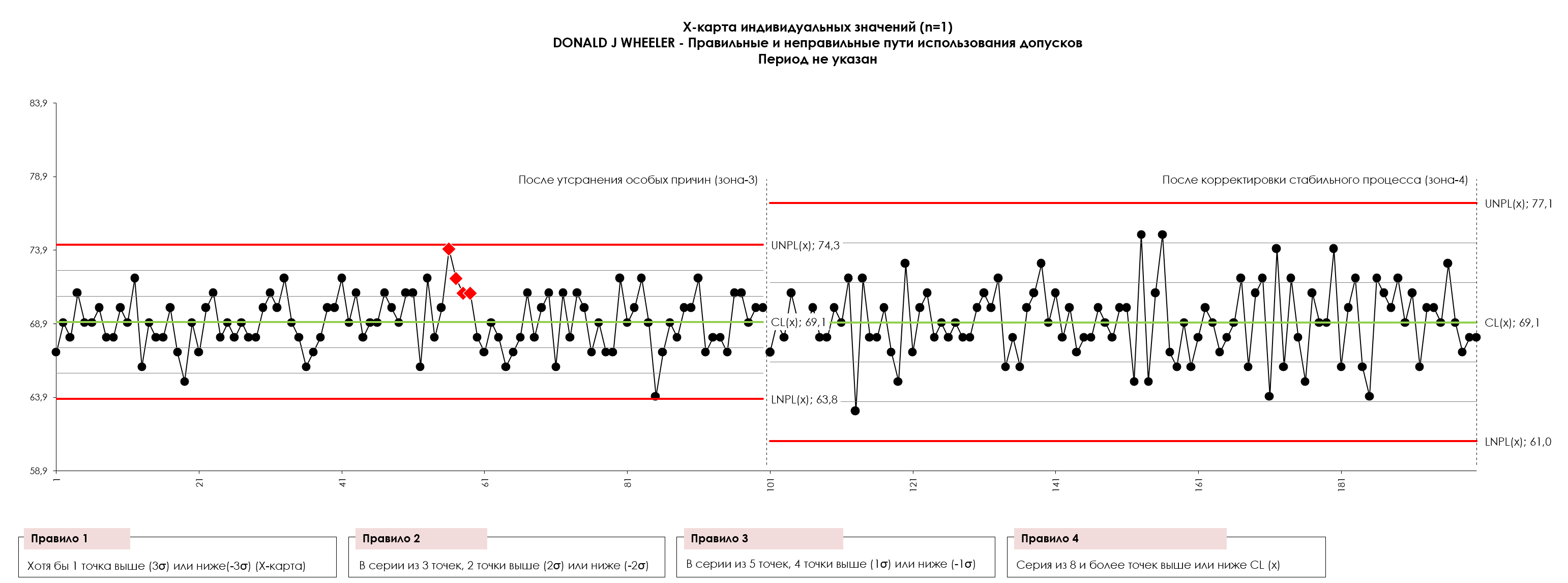
図16.1。個別値の X マップ (プロセス音声) 前 (ゾーン 3) 後 (ゾーン 4) の 100 個の値。オペレーターが安定した中心のプロセスを修正しようとします。 UNPL はプロセスの自然管理上限値、LNPL はプロセスの自然管理下限値、CL は中心線 (平均) です。図面は当社が開発したものを使用して作成されました 「シューハート管理図 PRO-Analyst +AI(Windows、Mac、Linux用)」 。
ここで、P コントローラーは、許容範囲を不感帯として使用し、84% の準拠性を持つプロセスを 68% の準拠性を持つ別のプロセスに変換しました。不適合製品の割合は 16 パーセントから 32 パーセントに倍増しました。
なぜこのようなことが起こったのでしょうか?これは、P コントローラーがノイズに反応して不適切な調整を行ったためです。最初のケース (図 2) では、ほんの少し調整するだけで、P コントローラーは良い結果を生み出し始めましたが、最終的には不必要な調整によりプロセスが目標から遠ざかり、状況が悪化しました。
Sergey P. Grigoryev によるメモ: 安定したプロセスを改善するために、32 の調整を行う必要がありました。最初のケースと同じアクションでは、調整のための時間のロスが状況を悪化させるだけでした (図 2)。これにより、熟練したオペレーターは完全な昏迷に陥る可能性があります。この場合、オペレーターはどうすると思いますか?経営陣は彼がこの問題を解決するのを手伝ってくれるでしょうか?ああ、経営者だけがこれを知っていれば!中心が定まっていて安定したプロセスを修正しようとする試みの結果は、実験で簡単な言葉で説明されます。 ファンネルとターゲット付き エドワード・デミング。
「我々自身の粘り強い努力で全てを破壊してみせます。」
図 2 では、プロセスが許容範囲フィールドの中心に配置されておらず、予測不可能な動作をしていました。そこでは、P コントローラーが許容帯域を不感帯として使用することで、状況が大幅に改善されました。図 14 では、このプロセスが中心にあり、予測可能でした。そこでは、P コントローラーがプロセスにノイズを追加しただけで、製品の流れの変動が増大し、状況が悪化しました。
では、どのような結論に達したのでしょうか?統計的に制御できない状態にあるプロセスを、許容誤差を使用して制御できますか?許容帯域をデッドバンドとして使用する P コントローラーを使用することは、何もしないよりは良いかもしれませんが、プロセスを最大限に活用することはできません。
プロセスが予測どおりに動作し、許容範囲内に収まっている場合、なぜ P コントローラは効果がないのでしょうか。手動および自動のプロセス制御メカニズムは、本質的に反応的です。単純な P コントローラでも、より複雑な PID コントローラでも、感知した信号を受信するまで動作できません。元のプロセスは予測不可能で、許容範囲内に収まっていないため、P コントローラがキャッチした実際の信号が多数ありました。ただし、P コントローラが応答した弱い信号 (ノイズ) もあり、不要な調整が発生しました。デッド ゾーンがプロセス ボイスと完全に調和していない場合、プロセス調整メカニズムによって調整が多すぎます。いずれの場合も、結果として製品フローの変動性が増大します。安定したプロセスに自動コントローラを使用すると、通常、プロセスが最大限に機能しているときよりも変動性が大きくなります。
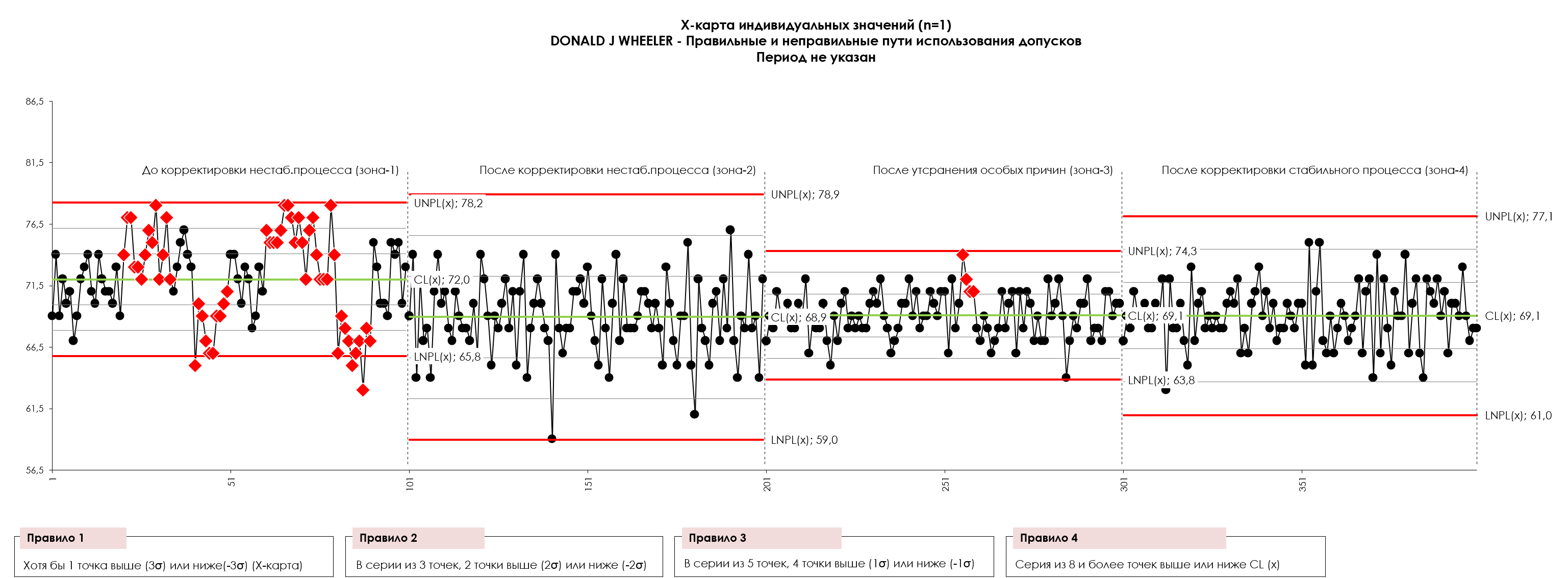
図2; 8.1; 10; 16. 個体値の X マップ (プロセス音声) 上記の記事で説明したすべてのケースの 100 個の値。 UNPL はプロセスの自然管理上限値、LNPL はプロセスの自然管理下限値、CL は中心線 (平均) です。図面は当社が開発したものを使用して作成されました 「シューハート管理図 PRO-Analyst +AI(Windows、Mac、Linux用)」 。
生物起源メタンを生産する企業におけるガス流量制御プロセスにおけるオペレーター介入の例を、次の記事でご覧ください。 プロセス制御における変動性の概念 。
第一種のエラー
- 「しかし、それは仕様外の値には反応しないことを意味します!」
はい、64、65、66 および 72、73、74 の不適合値は、このプロセスが予測どおりに実行され、許容範囲内に適切に収まっているときに生成される値の一部です。繰り返します。図 9 および 10 からわかるように、このプロセスが最大限に機能している場合、64 ~ 74 (Y 軸) の範囲の製品が生成されます。1 つずつ見ていくと、これらの値は、仕様外である可能性はありますが、プロセスに問題があることを示すシグナルではありません。許容範囲フィールドは、適切な製品を不適切な製品から分類するように設計されています。これらはプロセスではなく、顧客の声です。許容範囲フィールドをプロセス自体の声と混同しないでください。
「不適合品は無視していいということですか?」
不適合製品は拒否されなければなりません。しかし、プロセスが予測どおりに制御され、目標に合わせて調整されている場合、品目がコンプライアンスに準拠していないからといって、プロセスの調整が必要であるとは言えません。
Sergey P. Grigoryev による注記: この場合、さらなる改善には体系的な変更 (原材料、技術、機器、工具、オペレーターのトレーニングなどの変更) が必要になります。
もちろん、プロセス制御は、プロセス動作図 (個別値のシューハート XmR チャート) をプロットすることなく、予測可能かつ集中的な方法で制御することはできないため、推測が含まれる必要はありません。プロセス動作図がない場合、少なくとも 10 対 1 の確率でプロセスが予期せぬ形で実行されます。この場合、自動プロセス コントローラーではプロセスの能力の一部しか達成できません。
簡単な情報
現代の品質運動は、トーストの焦げを止める方法を学ぶことにあります。これは、トーストを時々剥がす必要がなくなるという意味ではありません。これは、生産ラインの最後で良品と不良品を選別するのではなく、上流に進んでプロセスに取り組むことを意味します。許容範囲フィールドは依然として重要であり、依然として顧客の声を定義していますが、プロセスの声と区別することが重要です。私たちはプロセスの声を許容範囲フィールド (顧客の声) と一致させることを望んでいますが、許容範囲フィールドは、プロセスの可能性を最大限に引き出すために何をする必要があるかについての正しい情報を提供しません。
もう一つの単純なケース (セルゲイ・P・グリゴリエフ)
プロセスが統計的に安定した (制御された) 状態にあるものの、許容範囲の中心にない場合、もう 1 つの状況を考慮する必要があると確信しています。このようなプロセスの例では、77 個の値が許容範囲外です。
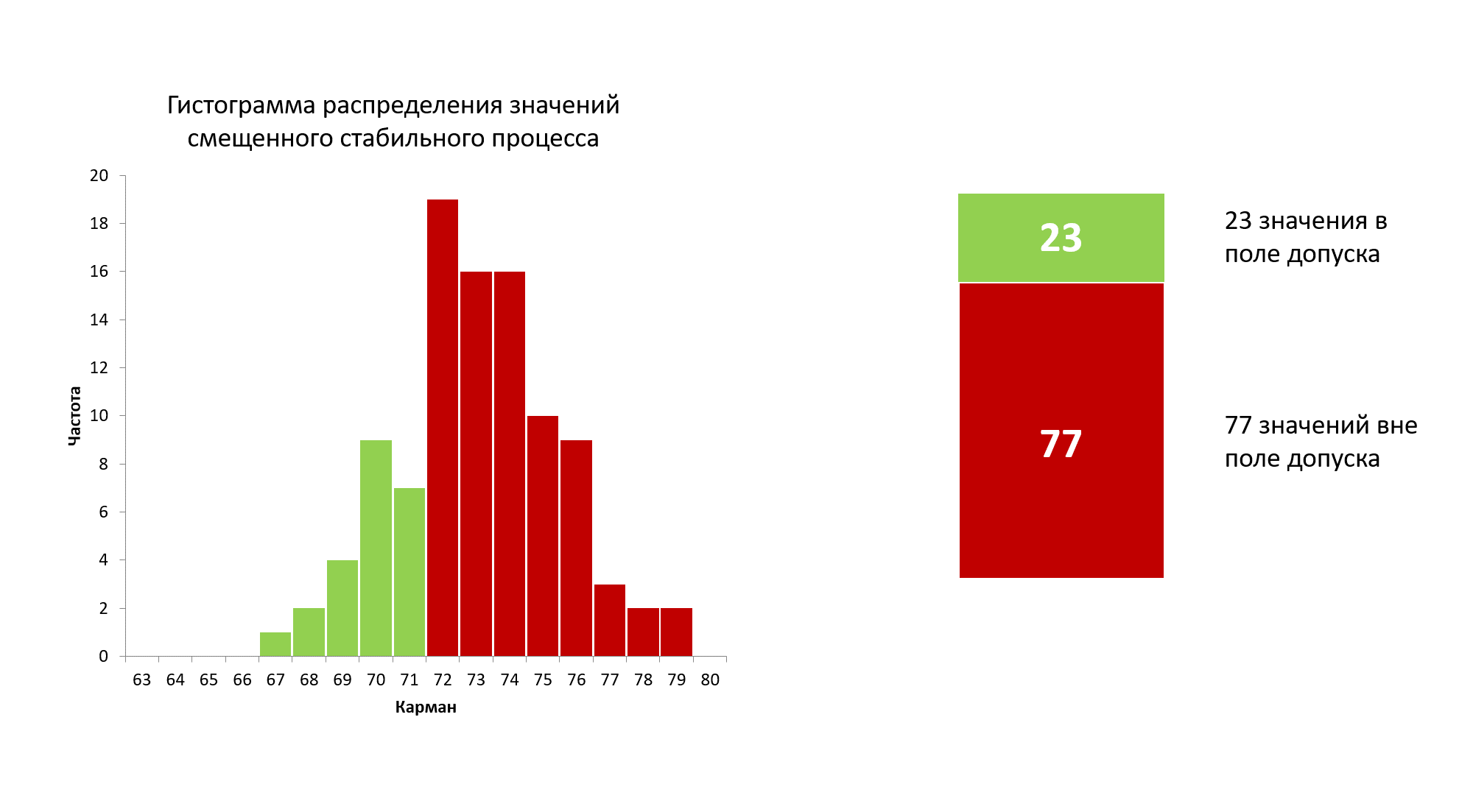
図 17: 安定しているが中心が不十分なプロセスの 100 個の初期値の分布のヒストグラム。
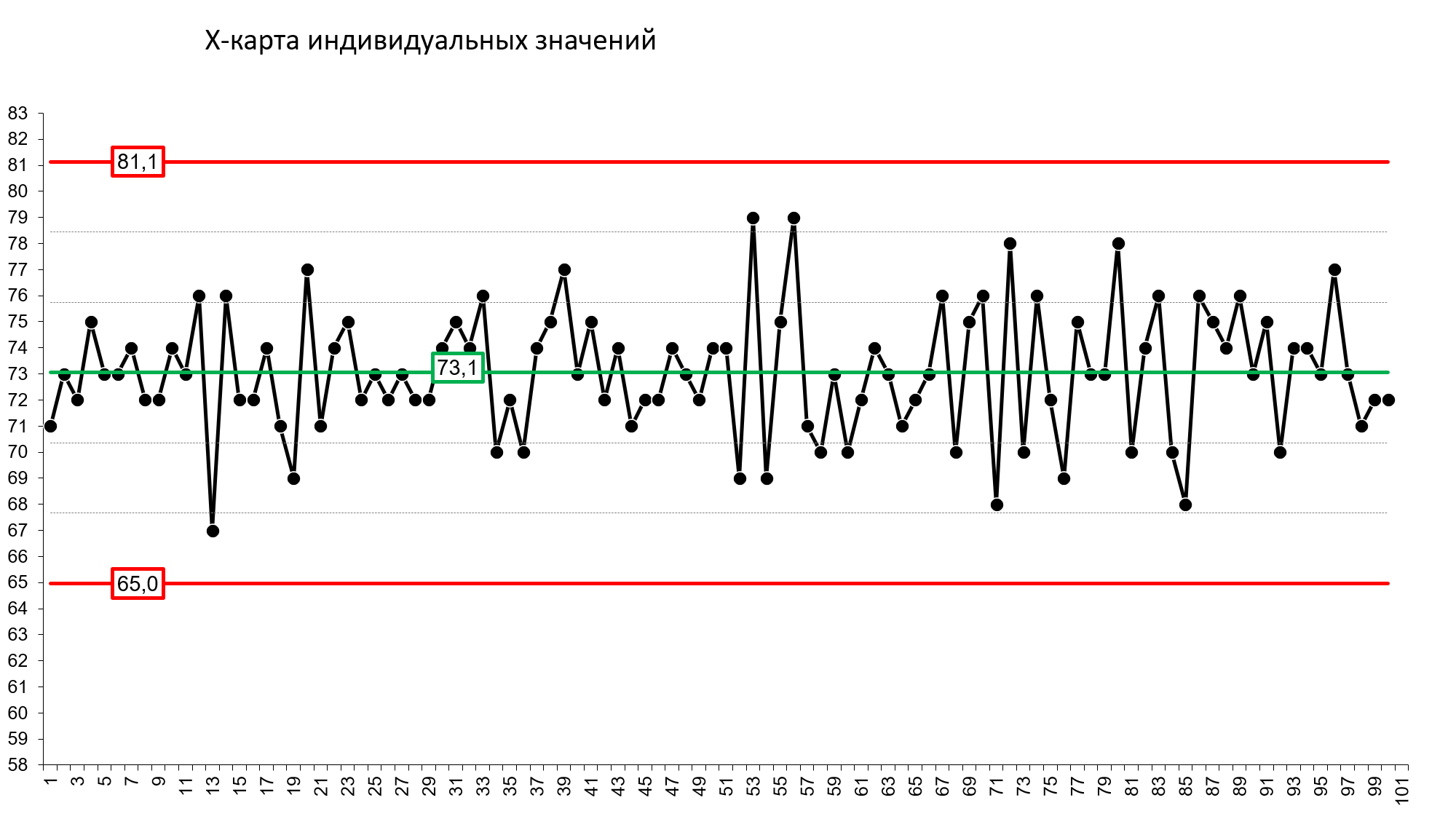
図 18. 安定しているが中心化が不十分なプロセスの 100 個の初期値の個々の値 (プロセス音声) の X マップ。赤い線はそれぞれ、プロセスの上部と下部の自然な境界であり、緑の線はプロセスの中心線 (平均) です。
この場合、プロセスを許容範囲内の中心に置くために必要な調整は 1 回だけです。機械の設定を 1 回変更するだけで、平均的な安定したプロセスを公差ゾーンの中心からオフセットできます。
したがって、安定していて中心が合っていない工程の平均が 73.1 で、許容範囲フィールドの中心が 69 であるとします。安定していて中心が合っていない工程の変位: 69.0-73.1 = -4.1
排気量に応じて、これらの部品を製造する機械の設定を変更する必要があります。そしてテクニカルサービスに電話して、マシンをセットアップしてください。以下の結果を参照してください。
図 19: 安定したプロセスの公差フィールドに中心を置いた後の 100 個の新しい値の分布のヒストグラム。
図 20. 個別値の X マップ (プロセス音声) 安定したプロセス許容範囲フィールドに中心を置いた後の 100 個の新しい値。赤い線はそれぞれ、プロセスの上部と下部の自然な境界であり、緑の線はプロセスの中心線 (平均) です。図面は当社が開発したものを使用して作成されました 「シューハート管理図 PRO-Analyst +AI(Windows、Mac、Linux用)」 。
後者のケースはめったに起こらないと思っているなら、それは大きな間違いです。プロセスの管理図を保持し、許容範囲に対する指標の分布のヒストグラムを作成しない場合、これを判断することさえできません。プロセス パフォーマンス (再現性) 指標 Cp (リビング スペース指標) と Cpk (プロセス センタリング指標) に精通している場合は、ほとんどの場合 Cpk が Cp よりも小さく、平均値のシフトを示していることがわかるはずです。公差フィールドの中心から公差の下限または上限に向かって処理します。いずれの場合でも、安定したプロセスと不安定なプロセスの両方を許容範囲内に集中させることで、「ワンクリック」で許容範囲を超える欠陥のあるプロセス部品の割合が減少します。プロセスが公差ゾーン内で動作する場合、センタリングにより部品とアセンブリ (DSE) の品質が大幅に向上し、ほとんどの部品が公差ゾーンの中心に近づきます (対称公差ゾーンの場合)。最後のステートメントで説明します タグチ損失関数 。
1 回の調整でプロセスが 77 個の不良部品から 32 個に改善されました。
「どうですか、イーロン・マスク?」
重要!
- 品質を大幅に向上させるための経済的に実行可能な唯一の方法は、まずプロセスを統計的に制御された状態にし、その後初めてプロセスを許容範囲内に集中させることです。
- プロセスを調査する前に、次のことを確認してください。 測定システム オペレーターが技術プロセスを調整するときに使用する、統計的に制御された状態にあり、大きな偏りがなく、その精度がプロセスを評価するのに十分かどうか、均一な測定が適切かどうか(測定深度)または逆にノイズを記録しているかどうかを確認します。 - 当社のソフトウェアの説明を参照してください シューハート管理図 。

「知識に代わるものはありません。しかし、知識を活用するのは恐ろしいことです。」