イノベーションマネジメントと統計的プロセス管理(Statistical Process Control、SPC)の基本定義
相乗効果
相乗効果とは、要素の組み合わせた効果であり、その組み合わせた効果が、個々の要素の効果とその単純な合計を大幅に超えるという事実によって特徴付けられます。通常、「全体は部分の合計よりも大きい」というフレーズで伝えられる状況: 1+1=2x (x>1)。
出現
システム理論における創発(英語の創発 - 創発、新しいものの出現)とは、システムのサブシステムやブロック、および特別なシステム形成によって接続されていない要素の合計に固有ではない特別な特性がシステムに存在することです。接続。システムのプロパティのそのコンポーネントのプロパティの合計への既約性。同義語:「全身的影響」。
相加性
加法性は、加算に関する量の特性であり、オブジェクト全体に対応する量の値が、その部分に対応する量の値の合計に等しいという事実で構成されます: 1+1=2。
非加算性
非加法性は加法性の概念の反対であり、全体は部分によって決定されず、部分の知識のみに基づいて全体を知ることも説明することもできない関係です (全体は全体よりも大きいか小さいです)。その部分の合計): 1 + 1 = 2x、ここで x < または > 1。
「管理者がシステムのコンポーネント間の相互依存性を理解できないことは、目標による管理と相まって、大きな損失を引き起こします。仕事を遂行する社内のさまざまな部門の努力は合計されるものではなく、相互に依存しています。ある部門がその目標を達成するために、別の部門を「殺す」こともできます。」
変動性
変動性とは、変動性、不確実性、多様性、広がり、または「最適値」からの逸脱の尺度です。変化自体はバリエーションまたはバリアントと呼ばれます。詳細については、次の記事を参照してください。 変動の性質 。
世界クラスの品質
「『最小限の差異で目標に合わせて微調整する』という概念が、過去 30 年間にわたって世界クラスの品質を定義してきました。この原則を生活のルールにするのが早ければ早いほど、より速く競争力を身につけることができます!」
詳細参照 タグチ損失関数 、ワールドクラスの品質のこのシンプルかつ簡潔な定義について説明します。
統計的思考
統計的思考は、プロセスに介入するかどうか、必要に応じてどのレベルで介入するかについて、変動理論に基づいて意思決定を行う方法です。
「第一に、プロセスの出力が特殊原因の影響によって決定される場合、その動作は予期せず変化するため、設計、トレーニング、コンポーネント調達ポリシーなどの変更の影響を評価することは不可能です。改善の目的で、管理者によってこのプロセス (またはこのプロセスを含むシステム) に導入されること。プロセスが制御されていない状態では、誰もその能力を予測できません。
第二に、特殊な原因が排除され、変動の一般的な原因だけが残る場合、改善は制御アクションに依存する可能性があります。この場合、観察されるシステムの変動は、プロセスとシステムがどのように設計、構築されたかによって決まるため、システムとプロセスを変更する権限を持つのは管理担当者、つまりトップマネージャーだけです。
さて、違いは何でしょうか?そして、これは私たちに何をもたらすのでしょうか?そう、成功と失敗を分けるすべての要素がここにあります。
第三に、ある種類の変動性を(実際に)別の種類から区別せず、理解せずに行動すると、問題が改善されないだけでなく、確実に事態を悪化させることになるという問題に行き着きます。そうなるのは明らかですが、変動の性質を理解していない人にとっては謎のままです。」
適度な統計的制御性
「管理図は統計的制御性の欠如を検出するように設計されているため、確立された境界内にプロセスが常に存在することは、統計的制御性の指標と考えることができます。シューハートのように、統計的制御可能性の状態を、実際にはそれに近づくことしかできないある理想として考える場合、プロセスがこの理想にどの程度近づいているかを評価できる基準についての疑問が必然的に提起されることになります。
4 つの要素からなるサブグループを使用して記述されるプロセスの平均と範囲のグラフに適用する場合、シューハートは、最小限の制御可能性に関する次の基準を提案しました。少なくとも 25 の連続したサブグループが統計的制御の欠如の兆候を示さない場合、そのようなプロセスは適度な制御性があると考えられます。
シューハートは次の提案で、この最小基準を存在する観測値の総数という観点から解釈し、次のように適用できます。少なくとも 100 回の連続観測で制御性の損失が示されない場合、プロセスは妥当な程度を示していると言えます。統計的制御可能性。
最小限の制御可能性の基準を提案するシューハート氏は、制御不能の兆候がないことと、プロセスが統計的に制御可能な状態にあるという結論との間には根本的な違いがあることを強調しました。制御不能の兆候がないことは、マップによって記述される時間間隔の特殊性によって説明できます。
特殊な原因は現れたり消えたりする可能性があり、比較的短期間の観察では管理限界外の点が見つからない場合があります。しかし、特別な原因の存在を明らかにしない観察が蓄積されるほど、プロセスが統計的制御状態にあるという確信が高まります。シューハート氏はまた、プロセスの制御性は 100 ではなくても 1000 回の連続測定で制御性の欠如が明らかにならない場合に実質的に確信できると述べました。
「過去の経験を利用して、少なくともある程度の範囲内で、将来どのような変化が予想されるかを予測できる場合、その現象は制御可能であると言えます。」
何かについての科学的アプローチと知識理論
科学的アプローチのサイクル: 観察された現象の研究 - 観察と操作上の定義を説明する理論 (仮定) の開発 - 適用可能性の限界を考慮した、開発された理論に基づく現象のさらなる挙動の予測 - チェック次の観察と発展した理論との適合性 - 理論の確認またはその調整、あるいは新しい理論の開発に対する完全な拒否かもしれません。
エドワーズ・デミングの深い知識の体系 (知識理論の要素) からの抜粋。これは科学的アプローチの本質に直接関係しています。
- いくら事例があっても理論は生まれません。しかし、理論に少なくとも 1 つの失敗があると、その修正、あるいは放棄が必要になります。
- ほぼすべての管理アクションには予測が必要です。
- 予測を含まない発言はリーダーにとって役に立ちません。
- 定義上、不安定なシステムでは予測は不可能です。
- テストまたは実験からのデータの解釈は予測です。
- 重要性 操作上の定義 、他の人に伝えることができる意味を概念に与えます。
- 測定や観察によって決定される特性、状態、条件には真の値はありません。
科学的アプローチは、自己認識や短期的な考慮事項だけではなく、定量的および定性的な優れた情報に基づいて意思決定を行い、政策を策定することを私たちに促します。多くの場合、統計的手法 (統計的プロセス制御、SPC) を使用した情報の分析が含まれますが、これらの手法の限界についての知識と理解、特に数値で説明できない現象の重大な重要性の認識も含まれます。デミングは、Nashua Corporation の統計手法部門の責任者であるロイド・ネルソンの言葉をよく引用します。
「組織を管理するために必要な最も重要な要素は通常未知であり、定量化することができません。」
非科学的
非科学性の重要な兆候は、予測力の欠如です。
「知識の理論は、将来の結果を予測することができ、例外なく過去の経験に対応する場合、いかなる記述にも知識が含まれることを教えてくれます。」
第一のタイプのエラー(過剰規制)
最初のタイプのエラー(過剰規制)は、変動の一般的な原因を特別なものとして解釈し、その結果、許容限界を超えたり、設定された目標を達成しない事象に対する、外部からの影響の形での反応です。修正措置(システムの動作への干渉)が発生し、さらに大きな変動が生じます。

描画。第一のタイプのエラー(過剰規制)
2 番目のタイプのエラー (不十分なプロセス制御)
2 番目のタイプのエラー (不十分なプロセス制御) - 統計的に制御できない (制御されていない) 状態にあるプロセスの潜在的な能力に関する判断。このような判断は、変動の共通原因が優勢なプロセスにのみ適用できるため、統計的に管理された状態にあるもの。特別な原因によって引き起こされる変動が許容範囲内に収まる場合、特別な原因を除去するための措置を講じないこと。
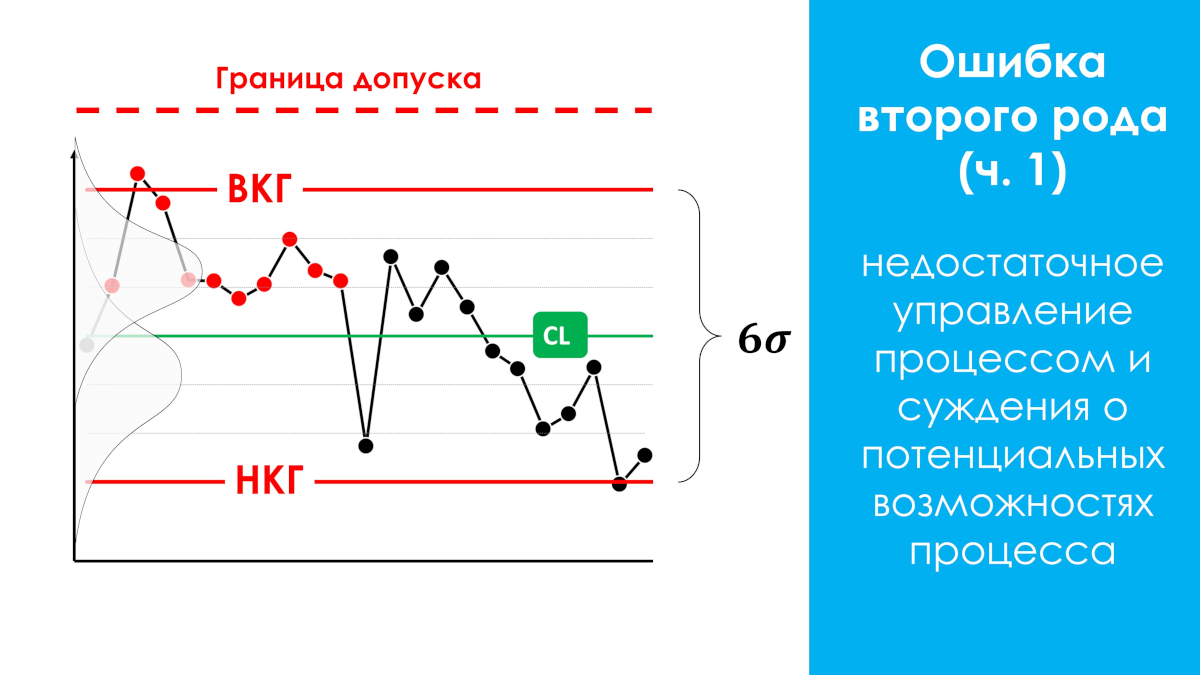
描画。第二種エラー(制御不足)
「両方の間違いは非常に大きな損害をもたらします。誰でも、第 1 のタイプの間違いを決して犯さないという完璧なルールを自分で作ることができます。
それは簡単です。すべてのケースにおける変動を共通の原因と結び付けるだけです。ただし、これにより、タイプ 2 のエラーによる損失が最大化されます。逆も同様で、あらゆる変動を特殊原因に帰してタイプ 2 の過誤を犯すことを拒否することで、タイプ 1 の過誤による損失が増加します。
1 つ目と 2 つ目のタイプの間違いを絶対に犯さないことが望ましいのですが、残念ながらそれは不可能です。シューハート氏は全く異なる目標を設定しました。それは、両方のタイプの間違いを恐れるのではなく、両方のタイプの間違いによる経済的損失を最小限に抑える方法で、これらの間違いの頻度を規制することです。その結果、彼は 3x シグマ レベルの境界を持つ管理図というツールを作成しました。それ以来、彼の管理図はさまざまな応用分野で驚くべき結果を生み出してきました。それは実際に動作します!
統計的管理は、それぞれの特定の原因を追跡し、点が管理限界を超えた場合にそれを特定し、適切な措置を講じることによって達成できます。」
2 番目のタイプのエラー、特殊なケース (夜盲症)。最も頻繁に発生します。
許容限界に対して欠陥のある製品を生産するプロセスが統計的に制御できない状態にある場合(下図を参照)、一部の値が許容限界を超えているときにプロセスに介入すると、プロセスに何らかのプラスの効果が生じる可能性があります。出力はありますが、常に効果がありません (努力 - 結果)。制御不能の特別な原因を見逃す可能性が高いためです。これらの原因はシューハート管理図の点で特定できますが、許容範囲内に位置しており、「夜間」につながります。観察者の「盲目」 - プロセスを改善する追加の機会を利用できない。
夜盲症は最も一般的な現象です。このタイプ II エラーの特殊なケースは、これまで外国およびロシアの科学資料で個別に説明されていませんでした。2021 年に、当 AQT センターの科学ディレクターである S.P. Grigoryev によって、この特殊なケースの説明と名前が付けられました。
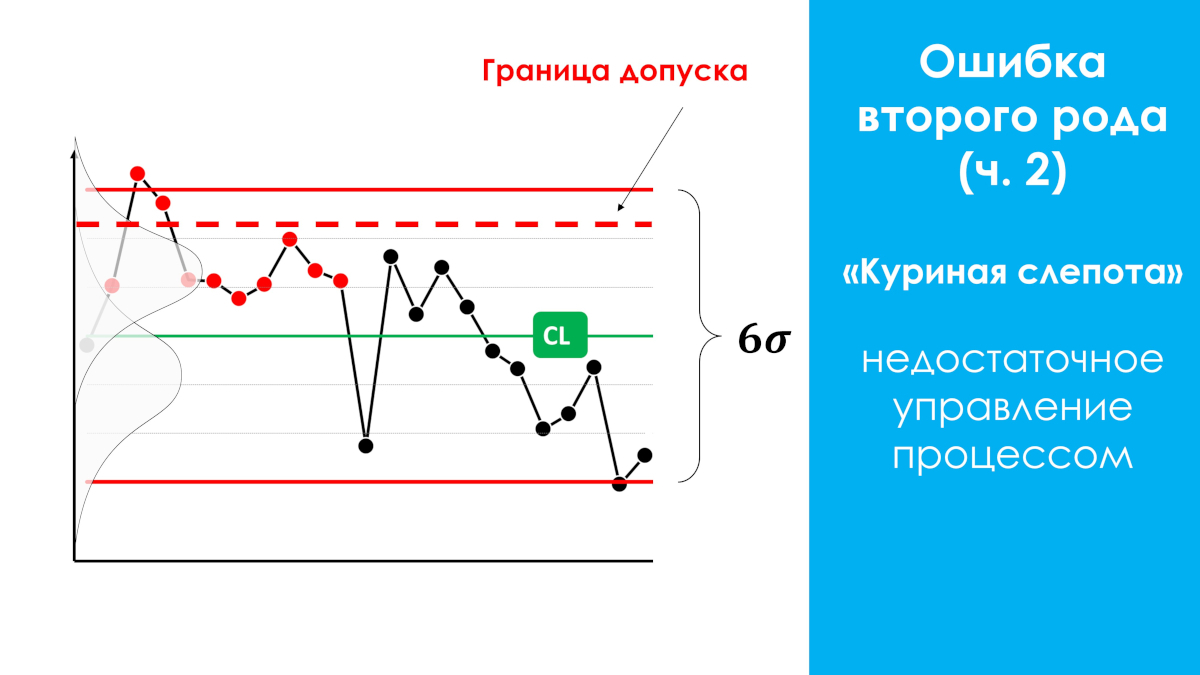
描画。タイプ II エラー、特殊なケース (夜盲症)
タグチ品質損失関数
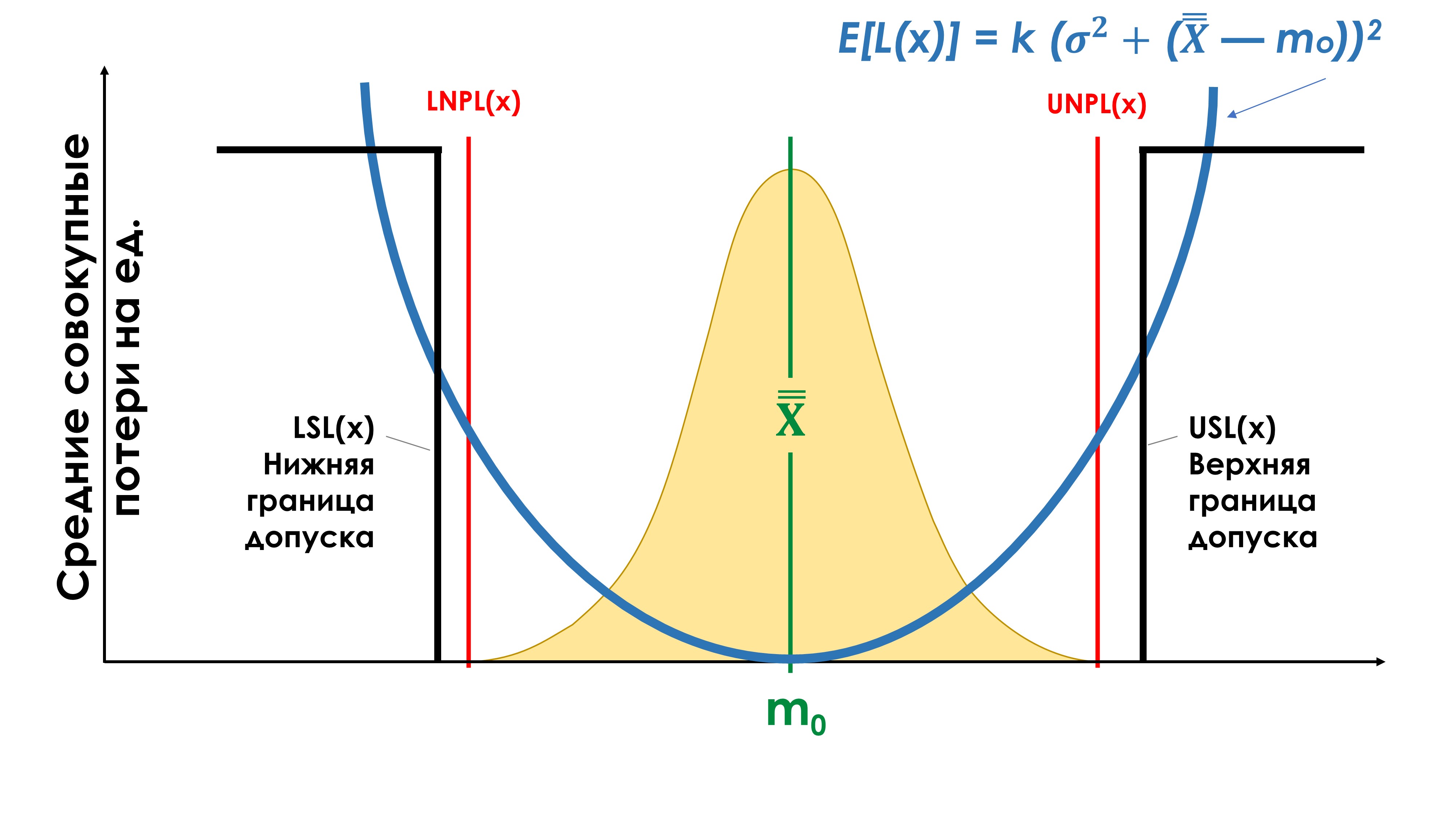
日本の科学者田口玄一は、製品の品質を評価するための新しいアプローチを提案しました。製品品質に関する伝統的な考え方は、品質指標 (またはパラメーター) がこれらの指標 (パラメーター) の許容範囲を定義する技術文書の要件を満たしていれば、すべての製造製品は同等の品質であるというものです。言い換えれば、許容範囲内では、品質の損失はゼロになります。品質指標が許容限界 (LSL) および (USL) を超えている場合、品質の損失は許容できないと宣言されます。田口氏は、この品質損失関数(下図、破線の直線)を「不連続な閾値のような関数」と呼びました。
「タグチの役割から、公差要件を満たすことが品質を判断する十分な基準では決してないことは明らかです。そうしようとする試みは、デミング哲学の基本の 1 つである継続的改善の主張と明らかに矛盾しています。実際、最後のアプローチは、品質を向上させる方向への絶え間ない探求を特徴としますが、最初のアプローチは、公差要件がすでに満たされるとすぐに、より良く働くためのインセンティブを与えません。
対照的に、品質コストの方法論を含むいくつかの確立された品質アプローチの根底にある倫理は、顧客のニーズが満たされていれば、その特定のプロセスにさらに時間、労力、費用を投資する必要があるという理由で、さらなる改善の取り組みを妨げる傾向があります。正当化されません。 」。
「公差(仕様、技術仕様、技術仕様)の使用は間違いではありません。ただそれだけでは十分ではありません。」
「損失関数分析に基づいた田口博士の概念は、必然的に世界クラスの品質の新しい定義につながります。つまり、最小限の分散で目標を達成するということです。最初の要件である「目標を達成する」は、工程平均が次のように設定されていることを意味します。 2 番目の要件である「最小の差異」は、プロセスが適切な程度の統計的制御を必要とすることを意味します。
「最小限の差異で目標に従う」という原則を遵守できない場合、必然的に生産単位あたりの平均損失が大幅に増加します。これらの損失は非常に深刻な場合がありますが、常に不必要です。
「耐性コンプライアンス」、「欠陥ゼロ」、「シックスシグマ品質」、「品質コスト」、およびその他すべての耐性に基づく医薬品は、この原則を満たすことができません。 「最小限の差異で目標に合わせて微調整する」というコンセプトが、過去 30 年間にわたって世界クラスの品質を定義してきました。そして、この原則を自分の人生の主要な法則にするのが早ければ早いほど、より早く競争力を身につけることができます。」
タグチ関数による品質へのアプローチの適用は、契約に基づく納期など、「から」と「まで」の境界を持つ他の品質指標を使用する場合に適用する必要があります。
測定システム
測定システムは、使用する測定器、測定方法、環境、オペレーター間の相互作用の結果です。
製造中に部品を測定する各機械オペレータは、独自の測定システムの一部であり、測定システムには独自の不確実性 (ばらつき、誤差) やバイアスがあり、統計的に制御された (安定した) 状態または制御されていない (予測不可能な) 状態になる可能性があります。統計的に制御できない状態にある測定システムは役に立ちません。コントローラーの測定システムは別の測定システムです。オペレーターは製品を検査に提出する際、独自の測定システムを通じて製品が公差に適合しているかどうかを判断します。作業プロセスを監視する前に、測定システムの評価と一貫性を実行する必要があります。
測定システムについてサプライヤーや顧客と合意しましたか?
Genichi Taguchi
田口玄一(1924年生まれ)は、20世紀後半の著名な日本の統計学者です。彼は、特に実験計画と品質管理の統計的手法に関連した数学的統計のアイデアを開発しています。田口は、経済コストと品質を数学的関係で結び付けた最初の人物であり、この概念を導入しました。 品質損失関数 。彼は、品質の損失も許容範囲内で発生することを初めて示しました。
私たちの意見では、タグチの手法に注意を払っていないことが、プロセスと製品の品質向上の分野におけるロシア企業の深刻な遅れの原因の1つである。
ピーター・ショルツ
ピーター・ショルテス (1938-2009) は、デミング博士のアイデアを発展させた、西側の品質管理手法の分野で最も有名なコンサルタント兼教育者の一人です。次の章を読んでください。 「目標管理」のやり方、何が間違っているのでしょうか? ピーター・ショルツ著『チーム・ハンドブック』より。
ピーター・ショルツのウェブサイト: www.pscholtes.com
ウォルター・アンドリュー・シューハート
ウォルター・アンドリュー・シューハート(ウォルター・A・シューハート、1891-1967)、PC、ニューカントン生まれ。 1891年イリノイ州生まれ。イリノイ大学卒業。その後、カリフォルニア大学から物理学の博士号を取得しました (1917 年)。
1931 年、シューハートは管理図の使用に関する報告書と最初の著書『産業品質の経済管理』を出版しました。 1939 年は、ラトガース大学のシューハート教授の伝記において特別な日となりました。その後、2 冊目の著書 [9] 『品質管理の観点から見た統計的手法』 が出版されました。 10 年代の終わりに、シューハートは、生産と技術プロセスの品質を監視し、これに基づいて製造製品の品質を保証する統計的手法に関する研究結果をまとめました。エドワーズ・デミングの最初の教師であり最古の友人。
ドナルド・J・ウィーラー
ドナルド J. ウィーラーはコンサルティング統計学者であり、幸運にも 1970 年から 1989 年までデイビッド チェンバースと仕事をすることができました。
1971 年以来、ウィーラーは統計的プロセス管理を、最初はテネシー大学の学生に、次に世界中の産業管理者に教えてきました。
1970 年代半ば以来、彼はコンサルタントとして積極的に働いてきました。
1974 年、ドナルド ウィーラーはデミング博士の講義に初めて出席し、永遠に彼の学生であり続けました。
1981 年以降、彼はエドワーズ デミングの 4 日間のセミナーの指導を時々手伝いました。彼自身のプロセス改善の哲学は、デミングの哲学にしっかりと基づいています。ドナルド ウィーラーは、統計的プロセス制御に関する 6 冊の書籍と 60 本以上の論文の著者または共著者です。
彼は世界中のさまざまな産業企業と協力する機会がありました。彼は米国内および海外で講演を行っています。
ドナルド・ウィーラーは、テキサス大学オースティン校で物理学と数学の学士号を取得し、南メソジスト大学で修士号と博士号を取得しました。
1970 年から 1982 年まで、テネシー大学の統計学部で教鞭を執りました。 1982 年、ウィーラーは産業界やその他の分野でのコンサルティングに専念するために教師を辞めました。ドナルド・ウィーラーは現在テネシー州ノックスビルに住んでいます。
ドナルド J. ウィーラー博士は、米国統計協会および米国品質協会のフェローであり、2010 年にデミング賞を受賞しており、統計的プロセス管理と応用データ分析の世界有数の権威の 1 人です。
ベストセラー本の共著者 [4] 「統計的プロセス管理。シューハート管理図を使用したビジネスの最適化」/「統計的プロセス管理の理解」。その本のエドワーズ・デミングの序文から:
「友人のドナルド・ウィーラー博士の本の序文を書くことができて大変光栄です。
...
最後に、私はこの機会を利用して、ウィーラー博士の数学的業績を称賛したいと思います。彼の理論と実践に対する理解は、数学の深い理解に基づいています。そして、彼から学ぶ機会を得られたことを嬉しく思います。」
産業界におけるシューハート管理図の使用に関する科学出版物の多くの記事の著者であるドナルド・ウィーラー氏は、その一部を私たちに提供してくれました。私たちはそれらをロシア語に翻訳して、当社の Web サイトの次のセクションに掲載しました。
基礎知識
。
元の記事のリスト:
[9]、[19]、[20]、[21]、[25]、[26]、[29]、[31]、[33]、[34]、[35]
- ドナルド・ウィーラー。
デビッド・S・チェンバース
David S. Chambers (1917-1989) は、William Edwards Deming 博士の親しい友人および同僚であり、統計的プロセス管理の国際的に有名なコンサルタントおよび教師でした。
彼は、米国品質管理協会 (ASQC) の会員、会長、理事長であり、ユージン賞受賞者であり、国際品質アカデミーの会員でもありました。彼の同僚や元教え子のリストは、誰が誰? として簡単に役立ちます。品質管理の分野で。
デビッド・チェンバースはテキサス州クラークスビルで生まれました。彼はテキサス大学で学士号と修士号を取得し、1941 年から 1947 年まで教鞭をとり、その後テネシー州立大学で統計学の助教授になりました。彼は 1958 年から 1981 年までここで統計学の教授として働きましたが、その後退職し、教育に専念することができました。デミング博士によれば、そのような人の喪失はかけがえのないものです。
マイロン・トリバス
エクセルギー社の取締役であるマイロン・トリバス氏は、発電への新しいアプローチを開拓する企業であるエクセルギー社と、品質管理コンサルタントとしての仕事に時間を割いています。
教師として 30 年の経験があり、米国商務省の科学技術担当次官補も務めました。
彼はゼロックス社の上級副社長であり、Center for Engineering Excellence の所長でした。マイロン・トライバスはエドワーズ・デミング博士の信奉者でした。 Myron Trybus の記事を読む ウイルス経営理論 そこで彼は、なぜ社会が支配的なパラダイムに固執し、私たちの生活を改善するために変化に抵抗するのかを、19世紀の医学と20世紀の経営に例えて説明しています。
ヘンリー・R・ニーブ
ヘンリー・R・ニーブヘンリー・ニーブ博士は 1980 年代半ばにエドワーズ・デミングに会い、すぐに彼の親友になりました。それ以来、彼はデミングのヨーロッパでの 4 日間のセミナーや、大西洋の両側で開催される他のセミナー、会議、イベントを継続的に支援してきました。
デミング哲学の専門家として認められているニーブに、著書 [1] 『デミング博士の宇宙: 持続可能なビジネスを構築するための原則』を取り上げるよう勧めたのもデミングでした。エドワーズ・デミング自身がこの本の序文を書いています。
エドワーズ・デミングの経営理論の勉強は、この本から始めるのが良いでしょう。
1987 年、ニーブ博士の主導で英国デミング協会が組織され、ニーブ博士は現在その教育部長の職にあります。ニーブ博士は長年にわたり、英国のノッティンガム大学で統計学を教えてきました。 1996 年以来、ノッティンガムのトレント大学品質学部で経営学の常勤講師を務めています。
アルフィー・コーン
アルフィー・コーンは国際的に有名な社会心理学者です。 Alfie Kohn の作品を使用して作成された資料を、当社の Web サイトの記事でご覧ください。 人事モチベーション制度 、 競争の誤った魅力 。
アルフィー・コーンの個人ウェブサイト: www.alfiekohn.org