シューハート管理図の有効なデータ取得頻度
出典: Donald J. Wheeler による記事、「Are You Rational About Sample Frequency and Process Behaviour Charts?」、Donald J. Wheeler、「Are You Rational About Sample Frequency and Process Behaviour Charts?」 www.qualitydigest.com
翻訳: AQT センター科学ディレクター セルゲイ・P・グリゴリエフ 。
記事への自由なアクセスは、記事に含まれる資料の価値を決して減じるものではありません。
効果的なプロセス動作図 (シューハート管理図) を作成するための鍵は、合理的なサンプリングとデータのサブグループへの合理的な集計です。 「合理的」という言葉が示すように、コンテキストに関する知識を利用して、興味深い質問に答えるような方法でデータを収集し、整理する必要があります。この記事では、効果的な XmR リファレンス マップを構築する際に取得頻度が果たす役割を説明します。
私のクライアントの 1 つは、さまざまな周波数で測定できるオンライン温度センサーを持っていました。プロセス エンジニアは、このデータを使用してプロセス動作図 (シューハート管理図) を作成したいと考えていました。彼は 128 秒ごとに体温測定を開始し、その結果、1 時間あたり 28 回の測定速度が得られました。結果の XmR チャートを図 1 に示します。
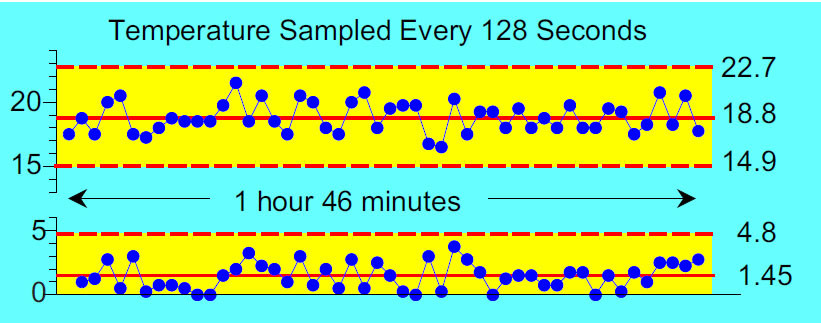
図 1. 温度は 1 時間あたり 28 回測定されます。
この管理図 (図 1) は、ほぼ 2 時間の生産をカバーする 50 回の連続測定値を示しています。このプロセスは、平均温度約 19°C で予想どおりに進行します。観測された温度は 16.5 度から 21.6 度の範囲であり、自然過程の限界は 14.9 度から 22.7 度の範囲でした。したがって、何か変化がない限り、これらのプロセス温度は将来 15° ~ 23° の範囲になることが予想されます。
次に、プロセス エンジニアは 64 秒ごとに温度を測定しました。結果として得られる XmR 管理図を図 2 に示します。
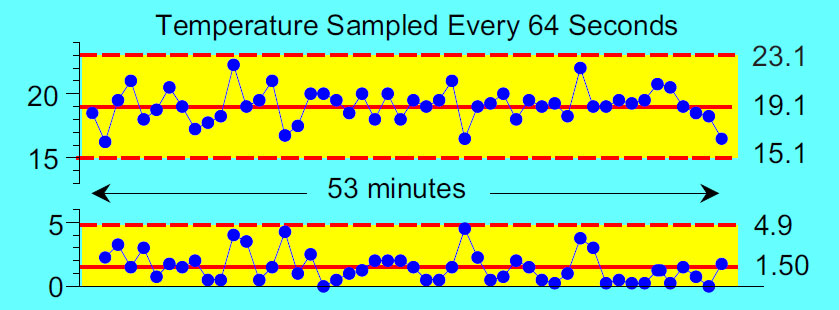
図 2. 温度は 1 時間あたり 56 回測定されます。
これら 50 回の連続読み取り (図 2) は、約 1 時間の生産に相当します。繰り返しますが、このチャートは、平均約 19 度の予測可能なプロセスを示しています。観測温度は16.2°から22.3°の範囲です。 15.1° から 23.1° までのプロセスの自然限界は、図 1 と同じことを示しています。何かが変更されない限り、このプロセスは 15° から 23° まで変化し、平均は約 19° です。
次のスケジュールのために、プロセス エンジニアは 32 秒ごとに温度を測定しました。
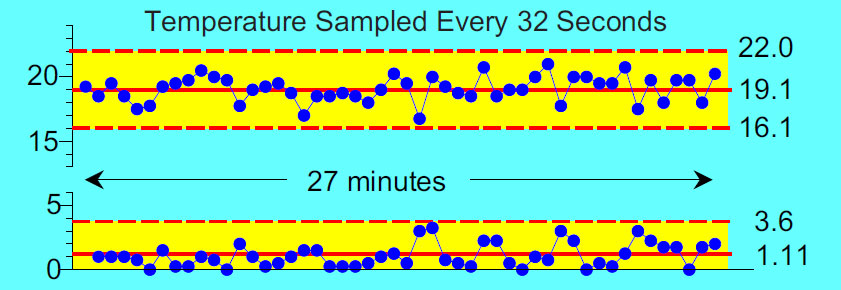
図 3. 1 時間あたり 112 回の温度測定。
50 回の連続読み取り (図 3) の期間は約 27 分になります。このチャートは、平均約 19° で、予測どおりに機能するプロセスを示しています。観測された気温は16.7°から20.9°の範囲です。 16.1°から22.0°の自然過程限界は以前よりわずかに狭くなりますが、それでも上記の 3 つのグラフすべてで観測された値と一致しています。
サンプリング レートを 16 秒ごとに変更すると、図 4 のグラフが得られます。
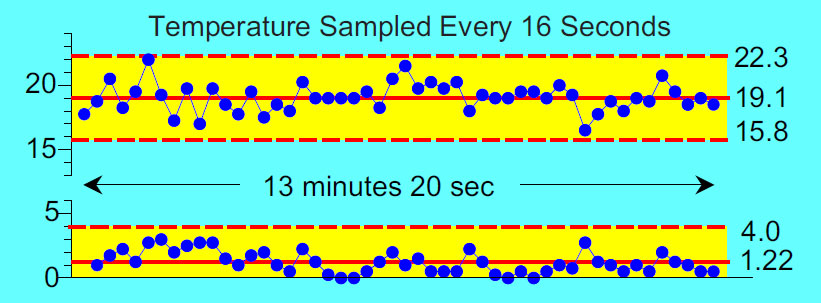
図 4. 温度は 1 時間あたり 225 回測定されます。
これで、50 回の連続読み取り (図 4) で、約 13 分間のプロセス操作がカバーされます。前と同様に、平均値が約 19° で、プロセスが予測どおりに機能していることがわかります。観測温度は16.6°から22.2°の範囲です。このプロセスの自然限界は 15.8° ~ 22.3° です。
ここまでの 4 つの個別値制御 XmR チャートは、計算された値がわずかに異なっていたとしても、基本的に同じストーリーを伝えていました。このプロセスは予想通りに進み、平均気温は約 19 ℃でしたが、気温は最低約 15 度または 16 度から最高約 22 度または 23 度まで変化しました。これはプロセスの声です。これは、何らかの根本的な方法で変化するまで、このプロセスから予想されることです。
次に、技術者はデータ収集頻度を 8 秒に 1 回に変更しました。結果の図を図 5 に示します。
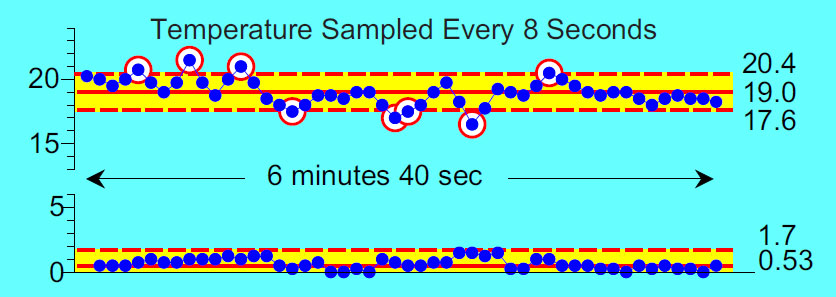
図 5. 温度は 1 時間あたり 450 回測定されます。
プロセスの平均温度は依然として約 19 度で、観測温度は依然として 16.6 度から 21.0 度の範囲で変動しますが、17.6 度から 20.4 度までの計算された限界を超える 8 つのポイントが見つかりました。 X 管理図の 16% の点が外側にあるということは、予測可能なプロセスから期待されるものではありません。
次に、サンプリング レートを 4 秒に 1 回に設定した結果、図 6 のグラフが得られました。
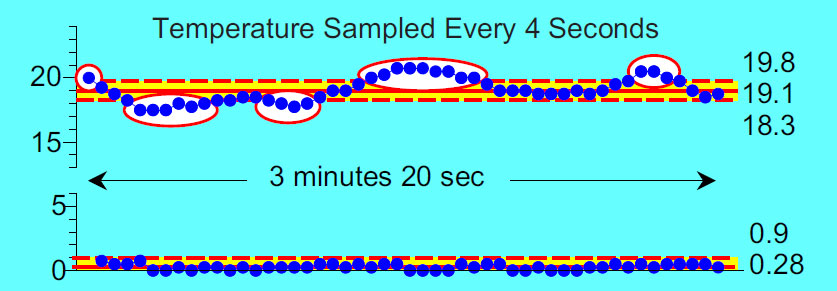
図 6. 温度は 1 時間あたり 900 回測定されます。
50 個のデータ ポイント (図 6) の範囲は 4 分未満になりました。観測された温度は17.5°から20.8°の範囲で、平均は約19°でしたが、50の値のうち23は計算された18.3°から19.8°の範囲外でした。
どうしたの?プロセスウィンドウを短くすればするほど、予測不可能になるように思えます。
合理的なサンプリング
XmR 管理図の場合、合理的なサンプリング要件は 2 つのステートメントで表現できます。まず、連続する個々の値が論理的に比較可能である必要があります。次に、連続する値間の差異は、進行中のプロセスの変化を論理的に反映している必要があります。これが、合理的なサンプリングについて説明する理由です。合理的なサンプリングにより、管理図はプロセスの可能性とパフォーマンスの両方を明らかにすることができます。合理的なサンプリングがなければ、計算に足がかりがなくなり、データがプロセスを理解するための手段として機能しなくなります。
上の例では、ある時点から収集された連続する温度を時間の経過とともに比較します。したがって、連続する値は論理的に比較可能であり、最初の要件が満たされます。
2 番目の要件に関して、最初の 2 つの管理図の平均移動範囲は 1.45° と 1.50° (mR 管理図) であることがわかります。これらのチャートはどちらも、プロセス音声を約 19° ± 4° (X マップ) と推定しています。次の 2 つの管理図では、平均スライド範囲は 1.11° と 1.22° で、プロセス ボイスは約 19° ± 3.4° と推定されます。したがって、最初の 4 つのグラフは本質的に同じストーリーを伝えており、観測間の 16 ~ 128 秒の間隔は、プロセスに固有の通常の変動を捉えるには連続した差異にとって十分です。これら 4 つのグラフの類似性は、プロセス動作図 (シューハート管理図) の作成方法の信頼性を示しています。プロセスの動作を特徴付けるために、常にすべてを正確に正しく行う必要はありません。
8 秒間隔と 4 秒間隔の最後の 2 つのグラフでは、連続する差は進行中のプロセスの変化を反映していません。連続した読み取りの間に十分な時間がありません。その結果、移動範囲は制限され、平均移動範囲は過小評価され、X マップの制限は自然なプロセス変動を説明するには狭すぎます。
したがって、プロセス動作チャートのオンライン読み取り値をサンプリングする場合、サンプリング レートが高すぎると、プロセスの可能性やパフォーマンスが反映されない制限が生じる可能性があります。連続する読み取り値間の差異が切り捨てられると、移動平均の範囲が減少し、その結果、X マップの制限が人為的に狭くなります。これは、XmR リファレンス カードの計算で過剰な数の誤検知が発生する 2 つの既知の障害モードのうちの 1 つです。
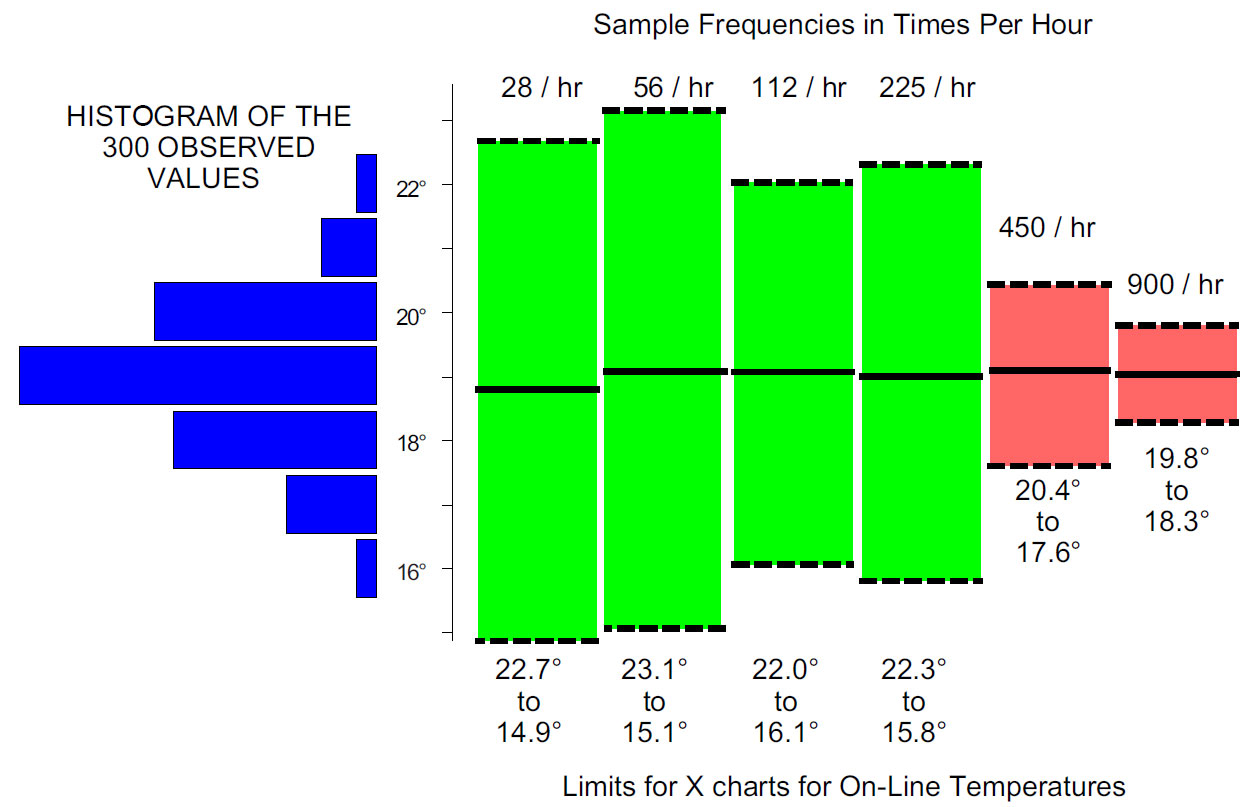
図 7. シューハート管理図の管理限界 (境界) に対する測定サンプリング周波数の影響。
最初の 4 つの制約セット (図 7) は、6 つのグラフすべてからのデータを非常によく表しています。最後の 2 つの制限セットはまったく機能しません。
では、どうすればこの問題を回避できるでしょうか?自分のプロセスについて考え、それがどれだけ早く変化するかを理解する必要があります。適切なデータ収集頻度を決定するときは、ここでプロセス エンジニアが行ったことを実行し、さまざまな頻度を試して、管理図によって語られるストーリーがどのように変化するかを確認できます。最初の 4 つのグラフに示されているように、スライディング範囲がプロセスの変化を捉えると、制限は効果的に安定し、グラフは同じパターンを示し始めます。ただし、データ収集の頻度が高すぎると、制限が縮小し始めます。
予測できないプロセス
予測不可能なプロセスからオンライン読み取り値をサンプリングする場合、サンプリングが低すぎるとプロセスの予測可能性が高くなる可能性があります。繰り返しになりますが、文脈を理解した上での判断が必要です。通常、低すぎる周波数と高すぎる周波数の間には領域があり、異なる取得周波数でも同じ制限が生じます。これらは、管理図がプロセスの可能性とそのパフォーマンスの両方を説明するサンプル頻度になります。
2種類のアクション
しかし、15° ~ 23° が上記のプロセスにとって変化が大きすぎる場合はどうなるでしょうか? 19° ± 4° が満足できない場合は、この予測可能なプロセスを何らかの方法で根本的に変更する必要があります。サンプリング レートを上げてプロセス動作図 (シューハート管理図) の境界を人為的に厳しくして物事を歪めても役に立ちません。
プロセス動作チャートの目的は、プロセスの動作を特徴づけて、必要に応じて適切なアクションを実行できるようにすることです。そして、ばらつきを減らすために講じることができる、根本的に異なる 2 つの行動方針があります。
予測不可能なプロセスの場合、適切なアクションは、将来的に制御できるように、例外的な変動の特別な原因を特定することです。これらの特殊な原因が特定され、制御されると、プロセスの変動が大幅に減少します。
予測可能なプロセスに依然として変動が多すぎる場合、適切なアクションはプロセスのリエンジニアリングです。存在しない属性(特別な)原因を探すのは時間と労力の無駄です。
どのタイプのアクションが適切かを知るには、まずプロセスの可能性とそのパフォーマンスの両方を反映するプロセス動作図 (Shewhart XmR 管理図) を作成する必要があります。これには合理的なサンプリングが必要です。
タイプ I とタイプ II のエラーに関する Donald Wheeler の記事の最後のセクション「2 つのタイプのアクション」。見て 意味 これらのタイプのエラーについては、エドワーズ・デミングが示しています。
「SPC は、いくつかの追加ツールを備えた思考方法です。統計的思考方法を学ぶと、ツールが有効になります。」