統計的制御手法を自動化プロセス制御システム、自動化制御システムとデータ管理システム、自動化制御システム、自動化制御システムに統合しないと、技術プロセスを制御する際に発生する 1 番目と 2 番目のタイプのエラーの数が増加します。
資料作成者: AQT センター科学ディレクター グリゴリエフ S.P 。
記事への自由なアクセスは、記事に含まれる資料の価値を決して減じるものではありません。
自動プロセス制御システムまたは自動レギュレータのオペレータは、プロセスを制御しようとする際に、ノイズと信号を区別する方法を理解せずに、常に第 1 および第 2 のタイプのエラーを犯し、制御されたプロセスの経済効率を低下させ、緊急事態が発生する可能性を高めます。 。

「知識に代わるものはありません。しかし、知識を活用するのは恐ろしいことです。」
Siemens、GE などの企業のプロセス制御システムおよび自動制御システム ソフトウェア製品は、統合統計プロセス制御モジュール (自然なプロセス変動と特別な理由によって引き起こされる不自然な変動を分離する) をすでに使用しており、その主なツールはシューハート管理図です。しかし、これらの企業は、上流工程管理における統計的手法の主な利点にも気付かず、結果として得られる多要素生産プロセスの品質管理モジュールでのみ統計手法を使用していました。
集計された指標 (結果) は、データ ソース内の変動のシグナルを隠し、結果のレベルでノイズに変えてしまうため、そもそもプロセスを改善するために何をする必要があるかをスタッフが理解する能力を奪います。同時に、自動プロセス制御システムまたは自動コントローラーのオペレーターがノイズに反応して行う行動は、第 1 種のエラーであり、状況を悪化させるだけです。高レベルの集約では、壊滅的な変化のみがシグナルの形で認識されることを理解することが重要です (Edwards Deming)。
「上流の検索は、混合物の問題を解決するための強力な手段となります。」
図 1. 上流の検索は、混合問題を解決するための強力な手段となります。
技術プロセスが制御不能になる(統計的に制御された状態から外れる)特別な理由を見つけて排除するためのシステム アシスタントは、因果関係の特定されたすべての要素について、オペレータ インターフェイスに管理図を視覚的に表示する必要があります。さらに、監視対象の原因指標 (要因) の統計的制御可能性の状態は、センサーからのデータと、イベントをオンラインで記録する他のサブシステムからのデータ (たとえば、原材料の到着品質管理、試験ラボからのデータなど) からのデータの両方から評価できます。および相互運用制御)。
さらに、統計的制御手法を使用すると、プロセス制御システムでは監視されないものの、技術プロセスの変動量と安定性に大きな影響を与える要因(変動の一般的および特殊な原因)の存在を特定することができます。このような要因は運用上定義する必要があり、プロセス制御システムで制御するためのメトリックを割り当てる必要があります。
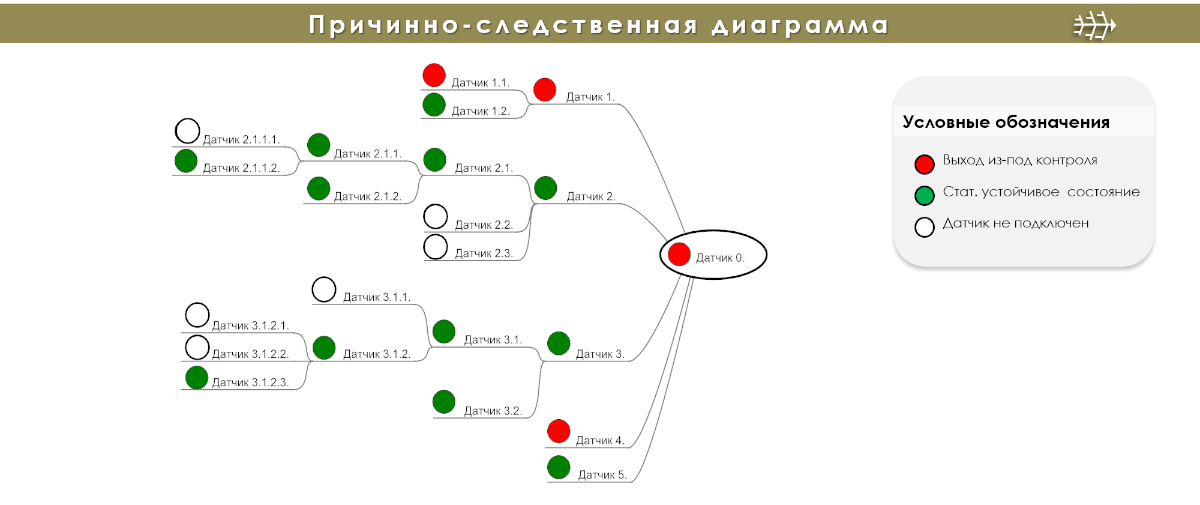
図 2. 自動プロセス制御システムのセンサーから得られるデータの因果関係。警告または緊急限界に達する程度に関係なく、プロセスが統計的に安定した状態から抜け出すことを示すポイントは赤色で表示されます。
業界で使用されている技術プロセスおよびユーティリティ ネットワーク用の自動制御システム (APCS、ASUB、SMUS、ASUiD、プロセス制御システム) の大部分には、統計的プロセス制御 (統計的プロセス制御、SPC) 用のソフトウェアおよび分析モジュールが装備されていません。オペレータ担当者は、これらの管理手法の訓練を受けていません。
これは、オペレーターがプロセスを管理しようとして、常に次のことを行うという事実につながります。 第 1 タイプと第 2 タイプのエラー 、統計的に制御されたプロセスの自然な変動(ノイズ)と不自然な変動(信号)を区別する方法を理解していません。後者は、特別な理由の影響下でプロセスが制御不能になることによって引き起こされます。
シューハート管理図を適切に適用すると、操作上正確にノイズを信号から分離し、架空の境界値を設定することなく、機器やプロセスの障害の個々の兆候を明らかにします。たとえば、そのような知識が欠如していることを示す問題が、高価値資産の監視と最適化のための DSS の提供を専門とする OSyS (Optimized Systems and Solutions、ロールス・ロイスの子会社) によって報告されました。
「OSyS スペシャリストは、パフォーマンス パラメータを分析する際に、しきい値を設定しすぎるとアラートの数が急激に増加するか、値が広すぎるかのどちらかであるという事実に直面しました。その後、アラートの値が必要な制限を満たしていないことが判明しましたが、技術ツール、知識、分析スキルにより、機器から発生する可能性のあるあらゆる種類のデータ ストリームの障害シグネチャを作成することができました。 」

図 3. ВКГ および НКГ - 固有の変動を伴う分析プロセスの履歴データの分析から計算によって得られた管理上限および下限。文献: シューハート管理図の作成ルールについては、GOST R 50779.42-99 (ISO 8258-91) - [11.1] 統計手法を参照してください。シューハート管理図。
第 1 種のエラー (過剰規制) (図 4 を参照) は、ルール 2、3、および 4 に従ってプロセスを規制することにより、統計的に制御された状態にあるプロセスへの継続的な手動または自動介入の形で現れます。緊急限界値(規制開始限界値、限界値)に達した場合、漏斗を使った実験を行います。基本的に、データ内のノイズを信号であるかのように応答します。シューハート管理図の範囲内の点は均一であり、これらの点が管理限界を超えたり、変動の特別な原因の存在を示す構造を形成しない限り、これらのデータの意味に明らかな違いがあるにもかかわらず、互いに差異はありません。データ内でそのような構造を定義するためのルールは、多くの場合、 Western Electric のゾーン基準 。
統計的に制御された状態 (変動の特別な原因の証拠が示されていない) にあるプロセスに、それを調整することによって事後的に介入すると、プロセスの生存空間がこれを許容する場合、または、プロセスの生存空間が許容する場合には、さらに大きな変動 (平均値付近の出力データの分散) が発生します。プロセスの生存空間が自動応答の境界によって制限されている場合、その境界内でのデータの分布はほぼ均一になり、プロセスの自然な性質が観察者から隠蔽されます。これは、そのようなプロセスを改善する可能性が大幅に減少することを意味します。
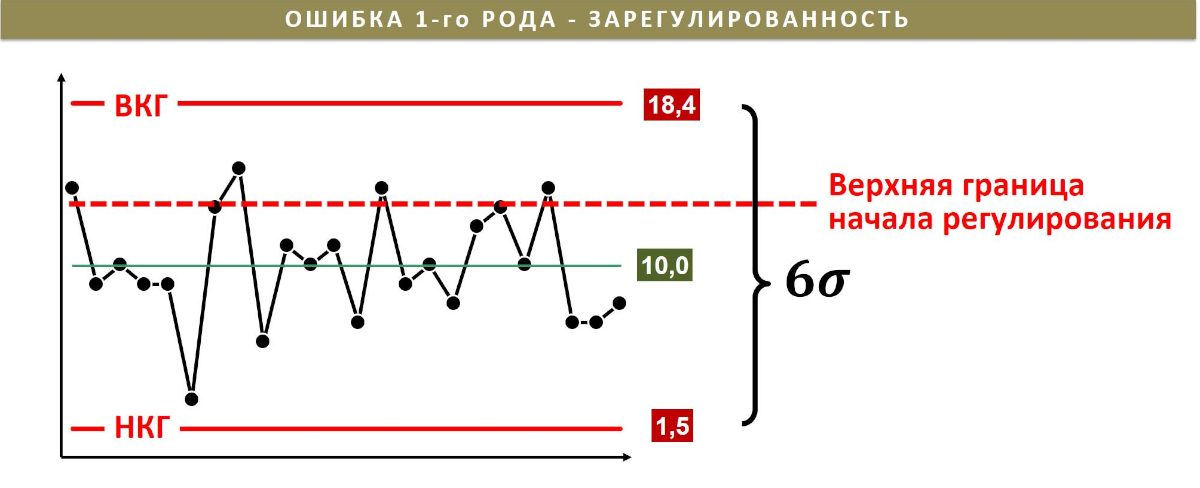
図 4. 最初のタイプのエラー - 過剰規制。オペレータまたはオートメーションによる調整開始の限界は、プロセスの管理限界内にあります。
2 番目のタイプのエラー (図 5 を参照) は、プロセスが統計的制御可能状態から脱却した (予測不能になった) ものの、それでも確立された最大許容限界を超えていないときの、オペレーターの不作為 (進行中のプロセスの不十分な制御) で構成されます。緊急制限(規制開始制限、数量制限)です。 2 番目のタイプのエラーは、統計的に制御できない状態にあるプロセスの潜在的な機能に関する推論です。
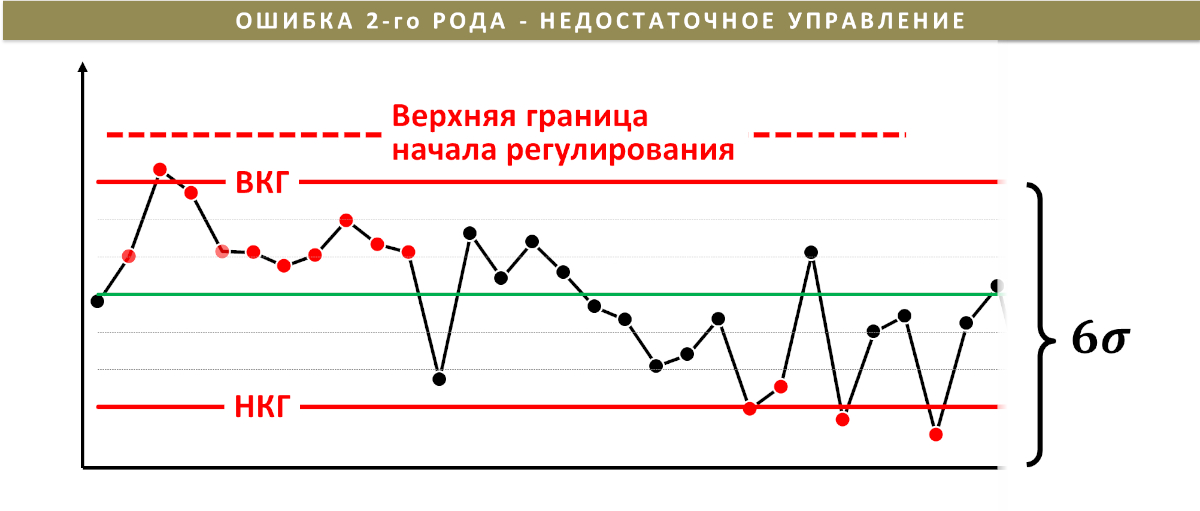
図 5. 2 番目のタイプのエラー - 不十分な制御 (不作為)。オペレーターまたはオートメーションによる調整開始の限界は、プロセスの管理限界の外側 (上または下) にあります。このプロセスは制御不能になっていますが、誰もそれに反応していません。
自動プロセス制御システム、PID コントローラーにおける古典的な自動制御の応用 ( 比例・積分・微分コントローラ )、技術プロセスの変動性に関する知識を無視しており、第 1 および第 2 のタイプのエラーの問題は解決されません。このような自動レギュレータや手動プロセス制御の使用は、統計的に制御不可能な状態にあるプロセスに対してのみ効果的です (図 5 を参照)。しかし、おそらく、自動プロセス制御システムの設計者によって導入された 2 番目のタイプのエラーが原因であり、技術者に必要な知識が不足している場合、このプロセスが規制限界に達するまで必要な規制は適用されません。
1 番目と 2 番目のタイプのエラーを犯すリスクを最小限に抑える方法がわからないと、損失が発生し、場合によっては重大な結果につながります。
最初のタイプのより現実的なエラーについては、次の記事で説明されています。 変動性とプロセス制御の概念 、著者Netsvetaev A. G.、Rubanik Yu。 T.、ミハルチェンコ V. V.
プロセスの運用診断 (統計的制御可能性、予測可能性の分析) とそれに必要な措置を講じ、第 1 および第 2 のタイプのエラーを回避するには、自動または手動で収集されたあらゆる技術プロセスの「音声」データを使用できます。
- 主要業績評価指標、調達効率、販売、設計、設備保守など。
- 受入C&M管理、サプライヤーの品質管理、自社の半製品および製品の品質に関するデータ。
- イベント(インシデント、インシデント)の頻度、集計データ(欠陥、故障、計画外のシャットダウンなど)。
- サイズ、重量、クリアランス、流量、液面、振動(振動診断)、圧力、温度、湿度、ガス分析、位置、速度、力、粘度、密度、硬度、放射能、照度、粉塵量、濃度、不純物の存在と量、トライボ診断、酸性度、汚染、音響測定、電気測定、その他の測定。
トムスク工科大学の教育マニュアル「柔軟な自動生産のための制御システムの設計」の第 [15] 章は、シューハート管理図を使用した技術機器の状態の動作診断における自動制御システムのタスクに特化しています。
結論
変動性の性質を無視しないでください。統計的プロセス制御のインテリジェントな手法 (統計的プロセス制御、SPC) を自動プロセス制御システムと自動制御システムに統合します。