プロセス制御における変動性の概念
出典: 石炭鉱業の危機と現代経営理論 ネツベタエフ アレクサンダー グレボヴィッチ、ルバニク ユーリ ティモフィーヴィッチ、ミハルチェンコ ヴァディム ウラジミロヴィッチ / ケメロヴォ、クズバスヴジズダット、1998 年、92 ページ、ISBN 5-202-00323-4、BBK U9(2Ros)3 5.651 、N38
コメント:AQTセンター科学ディレクター セルゲイ・P・グリゴリエフ 。
記事への自由なアクセスは、記事に含まれる資料の価値を決して減じるものではありません。
W. シューハートは、管理図を開発する際に、技術的な運用のばらつきを減らすことで品質を向上させるという目標を設定しました。 W. エドワーズ デミングは、W.シューハートは、それを経営哲学の基礎としています。彼は、社会システムやビジネスシステムにおける管理の原則は、技術システムにおけるプロセスと同じ客観的な変動の法則に従うという事実から話を進めました。 W. エドワーズ・デミング博士は、変動性の基本概念を理解することなしに効果的な管理について語ることはできないことを説得力を持って示しました。
変動性とプロセス制御の概念
技術的なプロセス制御の問題には、必要な出力値を達成するためにプロセス パラメーターの変更について決定を下す必要がある状況が数多く含まれます。特に、設備の調整、プロセスの速度の変更、在庫レベルの調整などについて話すことができます。
このタイプの状況の重要な特徴は、特定の目標値が存在することですが、観察された変動の性質が考慮されていない場合、プロセスを管理する人はプロセスのパフォーマンス指標を悪化させる行動をとる可能性があります。
生物起源のメタンを生産する企業におけるガス流量制御の例を使用して、これを考えてみましょう。 [Winlow A. システム思考。英国デミング協会第 8 回年次会議議事録、1995 年]。プロセス技術は以下の通りである。都市廃棄物は採掘場で採掘された場所に置かれ、その後土の層で覆われました。嫌気性細菌の影響下で、廃棄物の分解プロセスが始まり、レンガの生産における追加のエネルギー源として使用するのに十分な量のメタンが放出されました。生産プロセスに入るメタンの量は、ガスパイプラインの圧力が特定の必要な値を下回った瞬間にオペレーターがバルブを開くことによって制御されていました。生成されるガス量の管理図は、プロセスが安定していることを示していますが、ばらつきが過度に大きいという特徴があります (図 1)。
図 1. ガス量の管理図 (Winlow A. System Thinking、British Deming Association 8th Annual Conference Proceedings、1995 年から改変)。
過剰な変動の考えられる原因は、安定したシステムの機能への干渉であることが示唆されています。ガスの圧力が平均値を下回った瞬間にダンパーを開いてガスの流れを調整すると、プロセスにさらなる変動が生じる可能性があります。プロセスへの介入が停止されると、プロセスはすぐに新しい状態に戻りました。これは、散乱が大幅に小さくなっただけでなく、平均ガス流量が増加したことを特徴としています。
さらなる研究により、このシステムの「スイング」メカニズムの性質が明らかになりました。ガス発生プロセスが干渉された結果、ガスパイプラインダンパーがさらに開いた瞬間の激しい空気の流れにより、嫌気性細菌の活動が抑制されました。
考慮された例は、安定したシステムの動作の妨げに関連するエンジニアリング実践における典型的なエラーを示しています。状況を改善しようとして、プロセスを管理する人は個々の逸脱に反応する一方で、これらの逸脱がシステム特性の現れである可能性があるという事実を見失います。このようなアクションの結果、システム出力の変動が増加します - システムが「揺れ」、その機能が低下し、追加の損失が発生します(この場合、実験のルール2と3は次のように実装されます) ファネルとターゲット 。 – セルゲイ・P・グリゴリエフに注意してください)。
コメント
以前に図 3.4. のグラフをデジタル化した、管理図を作成するのが面倒ではない探究心のある人々の提案に応えて、私はこの記事に対してコメントをしています。
管理図(図 2 を参照)はすでにプロセスの変化(特別な理由の影響による不安定性)を明らかにしていますが、論文の著者はこれに注意を払わず、「過度の影響」のみに言及してプロセスの安定した状態を報告しました。ばらつきが大きい。」このプロセスにとって「過度に大きな散乱」が何を意味するのか、何が過度であるのかは明らかではありません。 運用上の定義 「過剰」。
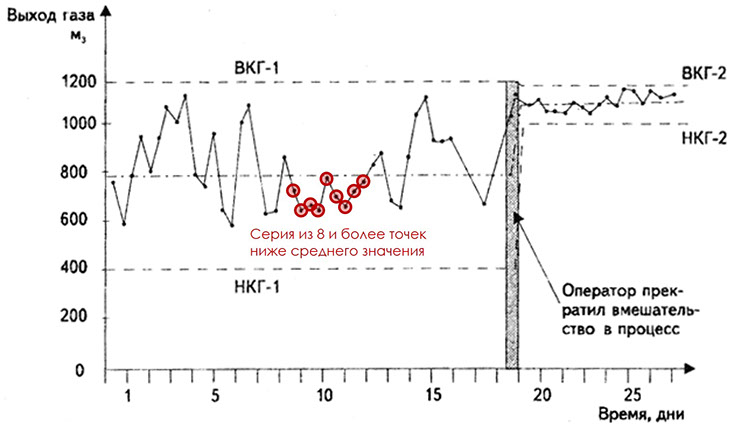
図 2. 図 1 によるガス体積の管理図。強調表示された点は、特別な理由の影響によるシステムの統計的に有意な (注目に値する) 変化を示します。移動範囲の mR チャートにより、システムが同じポイントで安定状態から抜け出すことが確認されました。
分析の作成者は、ポイント 20 ~ 28 (赤丸で囲んだ部分) でプロセスの安定状態が崩れる特別な理由を理解する必要がありました。遅延があることを考慮しても、特別な原因の究明は常に複雑になります。そして、データのこのセクションで肉眼で見えるばらつきの大幅な減少は、ばらつきの観点からプロセスのより良い状態の兆候とともに、著者らをプロセスの状態を研究することに興味を持ったはずです。そこで何が起こったのか、プロセスに関してどのようなアクションが取られたのか、あるいは逆に取られなかったのか、プロセスへの入力はどうなったのか?
おそらくそのような研究は、ダンパーの開度を調整する際のオペレーターの介入の減少との関連を明らかにするでしょう。著者らは、「過度に」高い変動の理由を推測したり、技術プロセスに関する危険な実験を行う必要がなくなる。
安定したプロセスの制御においてオペレータ(またはオートメーション)が継続的に介入すると、実際にはデータの拡散が増大し、単純な観察よりも大幅に高い規制コスト(調整の頻度、理解可能な動作アルゴリズム、オペレータの不必要な認知活動)が必要になります。シューハート管理図を使用して、統計的に制御された状態にあるプロセスのシューハート管理図を使用します。
継続的なプロセス改善の目標には、まず、プロセスが統計的に不安定な (予測不可能な) 状態にある場合、プロセスに影響を与える特別な原因を特定して排除し、排除できない場合には、プロセスを最小限に抑えることが含まれることを理解することが重要です。プロセスを予測可能な状態にするためのプロセスへの影響。州。または、逆に、特別な理由の影響下でプロセスが目的の観点からより良い状態にある場合は、それらの理由を考慮に入れて、それを体系的な(一般的な)理由にします。プロセスが安定した状態になって初めて、予測可能なプロセスの変動を減らすための解決策を模索し、措置を講じることができ、そのような措置の結果として得られたデータを考慮する権利が与えられます。それは、誰かにとってばらつきが「過剰」に見えるからではなく、ばらつきを減らすことで常にプロセス自体が改善されるからです。さらに、この記事で検討されているガス放出プロセスは、平均ガス放出量が達成されたものよりも大幅に低いにもかかわらず、データの広がりのサイズ(赤丸で囲まれたポイント 20 ~ 28)の点でこのような良好な状態を過去にすでに実証しています。実験の最後に記事の著者によって報告されます。
ところで、安定したプロセスの平均を目標値に向けてシフトすることは、通常、ばらつきを減らすよりもはるかに簡単です。このステートメントを説明するオープン ソリューションを参照してください。 許容値フィールドの正しい使用方法と誤った使用方法。不良品と良品の許容範囲に従って製品を分類する必要がありますか、それともプロセスをカスタマイズする必要がありますか?
注釈の長さが記事自体に見合ったものであるのに、なぜこの記事を投稿したのでしょうか?
この記事の著者は、品質の向上とプロセスとシステムの改善における変動の性質に関する新しい知識を利用することの有効性を伝える重要な仕事を行ってきました。