測定システムの分析: 誤差。バイアス;実質的な増分。測定プロセスの評価 (EMP)
![[計測系解析]ボタン](https://advanced-quality-tools.ru/images/buttons/Measurement_system-15.png)
測定システム 、それは使用される測定器、測定方法、環境、測定を行う特定のオペレーターの相互作用の結果です。
測定誤差は予測不可能な要因によってランダムに発生し、その大きさと方向は測定ごとに異なる場合があります。
系統的な測定誤差 (バイアス) は、測定が行われるたびに発生し、常に同じ方向に偏る誤差です。
「測定システムは、統計的制御の状態に達するまでは、論理的な意味で何かを測定しているとみなすことはできません。」
安定した測定システムの誤差推定
「指定された公差が 5 または 6 の測定システム誤差 (0.675 * σ) を超えるまで、測定を使用して製品が公差を満たしていることを確認することはできません。 測定システム )」。
測定システムの誤差を知り、それを考慮する必要があるのはどのような場合ですか?
- サイズや計算を管理するために何かを測定する場合。
- 許容限界を基準にして製品を等級付けする必要がある場合は、測定システムの誤差 (σ) に関連する不確実性を考慮する必要があります。 測定システム )、少なくとも、消費者が供給を拒否することを正当に拒否した場合には、経済的および法的結果が生じる可能性があるためです。
「推定誤差 (0.675 * σ 測定システム ) は、測定プロセスにのみ起因すると考えられる変動を特徴づけます。この値を取得するには、測定誤差を他の変動要因から分離できるデータを取得する必要があります。これを行う簡単な方法は、同じサンプルを同じ方法で、同じ機器と同じオペレーターで並行して測定することです。」
測定系の誤差の推定(σ 測定システム ) 標準を使用
既知の標準 (ベンチマーク) エラー評価があり、 オフセット (以下を参照) 測定システムは特に難しいものではありません。これを行うには、標準の繰り返し測定(テスト-再テスト)を少なくとも25回実行し、得られた値を個々の値とスライド範囲のXmR管理図にプロットする必要があります。管理図が統計的に安定した状態 (安定性) を示している場合、結果として得られる 1 シグマ (σ) の値が測定システムの誤差となります。 (σに基づいて求められます) 測定システム ) 測定システムの確率誤差、(0.675 * σ に等しい) 測定システム ) を使用して選択する必要があります 実効増分 この測定システムを使用して得られた個々の測定値を記録し、計算する場合 製造上の厳しい公差 。それ以外の場合、コントロール XmR カードが統計的に不安定な状態を示した場合、測定システムは「ゴム定規」 (D. Wheeler) に似ており、それを使用して取得された値は信頼すべきではありません。測定システムが不安定になる特別な理由を見つけて、それらを排除します。そうでない場合は、測定システムの使用を中止してください。

図 1. リファレンスの 25 個の繰り返し測定 (テスト-再テスト) 値が、個別の値とスライド範囲の XmR リファレンス チャートにプロットされています。測定システムは統計的に安定した状態を確認しました。
測定系の誤差の推定(σ 測定システム ) 規格なし
標準がない場合は、同じサンプルの 25 回の繰り返しテストと再テストの測定値を使用し、個々の値とスライド範囲の XmR 管理図にプロットできます。 XmR コントロール カードが測定システムの統計的に安定した状態を示している場合は、すべてのテストと再テストの平均を測定対象のサンプルの「最良の値」として使用し、そのようなプロセスのシグマを測定システムの誤差として使用できます。測定システム。しかし、測定するには オフセット (以下を参照) 測定システムには、サンプルのテストと再テストを 25 回繰り返して測定するために、可能であればより正確な測定機器が必要です。得られたデータが統計的に安定した状態を示している場合は、そのような測定結果の平均値を参照値として採用できます。そしてそこからバイアスを推定することができます。
測定系の誤差の推定(σ 測定システム )破壊試験用。
この場合、サブグループ平均と範囲の XbarR 管理図を使用して、互いにできるだけ類似したサンプルのペアを測定し、そのようなサンプルの測定値を 1 つのサブグループ (n=2) に結合する必要があります。個々の値の計算されたシグマ (σ) 値 (サブグループ平均のシグマではありません) は、製品ストリームからの単一サンプルを測定するときの測定システムの誤差を示します。当社のソフトウェアでは、サブグループの平均と範囲の XbarR チャートを作成するときに、個別の値の計算されたシグマが管理図のグラフの下に表示されます。
「破壊試験の場合、サンプルを事前に均質化することが不可能な場合は、互いにできるだけ類似したサンプルのペアを選択し、これらのペアをテストし、そのようなペアの測定間の差異を評価する必要があります。」
以下の図 (2) では、破壊試験用の測定システム (MS) の安定性と誤差を決定するために XbarR 平均チャートを構築する例を示しています。さらに、Xbar 平均管理図は、少なくとも破壊試験サンプルが採取された期間と同じ期間にわたって、ペアのサンプルが採取されるプロセスを評価するための測定システムの相対的な有用性を示しています。 Xbar 管理図の管理限界は、測定誤差のみに起因すると考えられる変動量を示します。後者の説明については、Donald Wheeler の記事を参照してください。 測定プロセス (EMP) の評価。

図 2. 2 つの類似したサンプル間の測定誤差を特定するために、サンプルの 40 個の破壊測定値がサイズ n=2 の 20 個のサブグループに結合されます。この測定システムは、サブグループ範囲の R マップの誤差の安定性を確認すると同時に、この測定システムが破壊試験用にサンプルを採取するプロセスの変動を追跡するのに不適切であることを実証しました (20 点のうち 3 点のみが基準値を上回っていました) Xbar マップ上の管理限界)。この場合、サブグループ平均の X マップ上で管理限界外にある点が多ければ多いほど、測定システムはより優れたものになります。
シューハート管理図で検出した測定系の変位を確認する
統計的に管理された状態にある計測システムのコントロールカードが検出した変位を確認する機能により、チューニングの適切な時期を知ることができます。そして、測定システムの変位を検出する方法論は次のとおりです。 運用上の定義 この変位。
ただし、バイアスのある測定システムを使用して合格/不合格の許容限界に基づいて製品を分類する必要があり、完全にバイアスのないシステムが現実世界に存在しない場合は、次の機能を使用できます。 生産の許容範囲が狭まり、シフトしました 統計的に安定した状態での測定システムのオフセット値の補償オフセット許容値を取得します。
出荷された製品の受入検査と検証を実行するために使用される自社の測定システムのオフセットと誤差を、サプライヤーおよび消費者の測定システムのこれらの特性と調整することを忘れないでください。繰り返しになりますが、これらのパラメータは、統計的に制御された状態 (安定した状態) にある測定システムに対してのみ意味を持ちます。
測定システムのバイアスは、同じ標準(標準)の 25 ~ 30 回のテスト/再テスト測定の平均値 [CL(x)] と、この標準の値との差として定義されます。ただし、評価対象の測定システムが条件に含まれます。統計的に堅牢です。
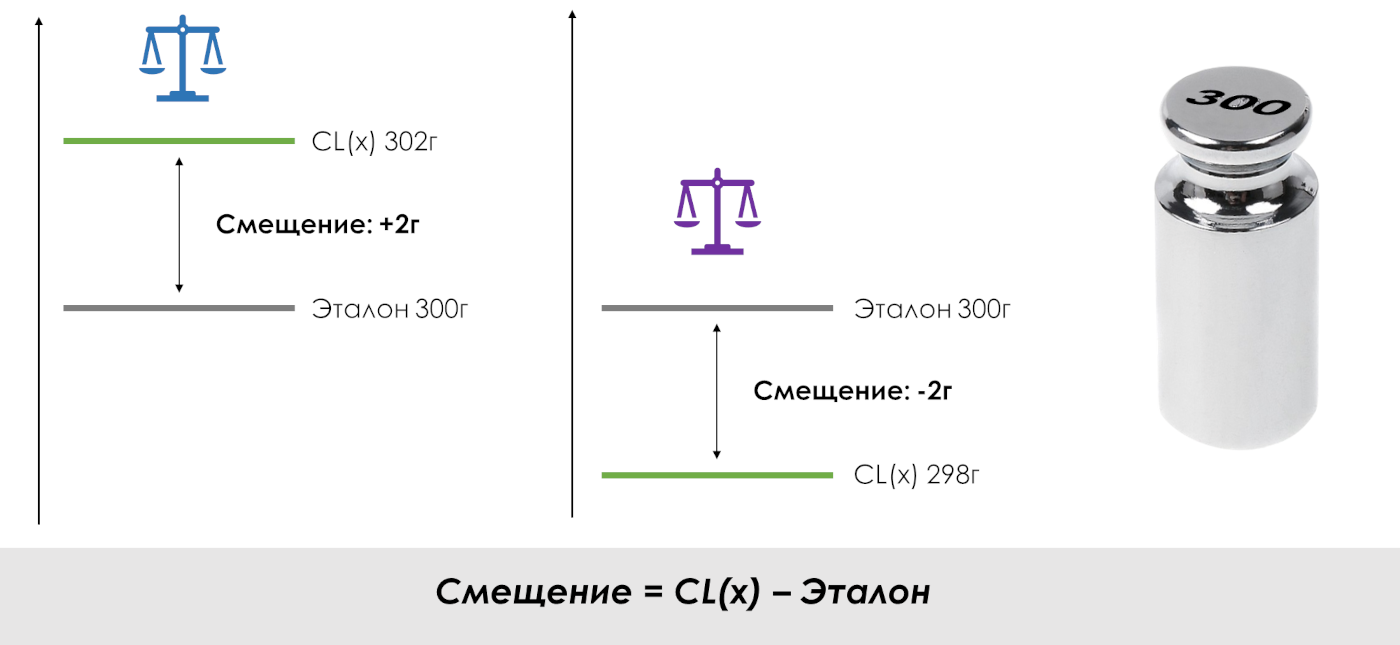
米。 3. 測定システムのオフセットはどれくらいですか。
以下は、シューハート制御カードによって検出された測定システムのオフセットを決定するソフトウェア機能を使用した画面のスクリーンショットです。

図 4. 測定システム (MS) 評価コントロール パネルに移動するボタン。ソフトウェア「シューハート管理図 PRO-Analyst+AI(Windows、Mac、Linux用)」。

図5. 測定システム評価機能のコントロールパネル。測定システム (MS) の変位を推定するためのコントロール パネルに移動するためのボタンが強調表示されます。ソフトウェア「シューハート管理図 PRO-Analyst+AI(Windows、Mac、Linux用)」。
「測定システムのオフセットの重要性をグラフィカルにチェックする簡単な方法は、中心線を移動し、XmR チャートの個々の値の限界を制御して、中心線が測定で使用される標準(参照)の値になるようにすることです。テスト-再テストテスト (同じおよび同じ標準の複数の測定)。一連のデータに対して中心線 (CL) と管理限界 (UNPL、LNPL) をシフトしても、これらの限界外の信号 (赤い点) や中心線の上下の長い系列、またはその他の信号が発生しない場合は、その場合、測定システムには検出可能なオフセットはありません。」

図 6. システムの変位推定を測定するためのコントロール パネル。個別値のコントロール XmR チャートは、測定システムのテスト - 再テストのテスト データに基づいて構築されました。測定器(MS)の変位の検出可能性の評価を開始するボタンが強調表示され、[使用する標準の値]フィールドが入力されます。 ソフトウェア「シューハート管理図 PRO-Analyst +AI(Windows、Mac、用)」 Linux)」。

図 7. システムの変位推定を測定するためのコントロール パネル。測定系の変位を検出した結果、変位が検出される。ソフトウェア シューハート管理図 PRO-Analyst +AI。
図 7 (上) では、中心線が測定された標準の値にシフトされ、管理限界が中心線と平行にシフトされた後、チェックにより信号 (赤い点) の形で測定システムの重大な変位が検出されました。 。データ系列のグラフはそのまま残ります。
以下は、管理図が測定システムの重大な位置ずれを検出しなかった別のケースです。

図 8. システムの変位推定を測定するためのコントロール パネル。別の測定システムの測定システムオフセット検出テスト前の初期管理図。ソフトウェア「シューハート管理図 PRO-Analyst+AI(Windows、Mac、Linux用)」。

図 9. 測定システムの変位推定用のコントロール パネル。測定系の変位を検出した結果、変位は検出されませんでした。ソフトウェア シューハート管理図 PRO-Analyst +AI。
製造中に部品を測定する各機械オペレータは、独自の測定システムの一部であり、測定システムには独自の不確実性 (誤差) やバイアスがあり、統計的に制御された (安定した) 状態または制御されていない (予測不可能な) 状態になる可能性があります。コントローラーの測定システムは、独自の誤差、バイアス、統計状態を持つ別の測定システムです。オペレーターが製品を検査に提出するとき、オペレーターは独自の測定システムを使用して製品が公差に適合しているかどうかを判断し、検査官は測定システムを使用してそのような検証を実行します。製造担当者は、これが不一致につながる例を数多く挙げることができます。たとえば、同じ管理寸法が公差限界のゾーン内にある場合でも、オペレータによっては公差内であると判断され、検査員によっては公差外であると判断される場合です。
生産プロセスを監視する前に、測定システムの安定性とその一貫性を評価する必要があります。
測定システムの有効増分(増分)の決定
「測定値を記録する効果的なステップ(最小増分、増分)は、測定システムの0.2から2の確率誤差(確率誤差)の範囲にあります。測定システムの確率誤差は、(0.675 * σ) と定義されます。 測定システム ) 安定した測定システム。そうしないと、0.2 確率未満の誤差の測定ステップを使用するとノイズが記録され、2 確率を超える誤差のステップで記録する場合は、不適切な測定単位を受け取り、分析に重要な情報が失われます。」

図 10. 測定システムの実効増分を決定するパネルに移動するボタンが強調表示されています。ソフトウェア「シューハート管理図 PRO-Analyst+AI(Windows、Mac、Linux用)」。
以下の図 (11) では、安定した測定システムの [σ] シグマ フィールドには、デフォルトで上記の測定システム オフセット関数からの値 [σ] が入力されており、ユーザーが入力できます。 [[σ * 0.675] 確率 IS 誤差] フィールドは、[再計算] ボタンをクリックすると自動的に計算されます。

図 11. 測定システムの有効増分を決定するためのパネル。ソフトウェア「シューハート管理図 PRO-Analyst+AI(Windows、Mac、Linux用)」。
ユーザーは、この領域のフィールドで有効な測定増分に便利な値を選択する必要があります。その後、グラフにはその値の [紫] の最長ラベルが表示されます。実効増分値の利便性は、この測定システムを使用して測定された制御パラメータの値の丸めやすさによって決まります。
ユーザーが選択した実効増分に入力する値は、実効測定増分の上限と下限の[赤]マークの間の値の範囲内で、[緑]マークにできるだけ近い値である必要があることに注意してください。測定システムの推定誤差(推定誤差)の値。
ユーザーが測定システムの実効増分値の選択値を入力し、[再計算]ボタンをクリックすると、選択した値がグラフ上に[薄紫色]マークで表示され、[IC増分スケール]軸が自動的に変更されます。より見やすくするために必要に応じて拡大縮小されます。
![ユーザーは、測定システムの有効増分の値 [0.5] を選択しました。シューハート管理図 PRO-Analyst +AI](https://advanced-quality-tools.ru/images/articles/scc-python-measuring-system-increment-10.png)
図 12. ユーザーは、測定システムの実効増分の値 [0.5] を選択しました。測定システムの有効増分を決定するためのパネル。ソフトウェア「シューハート管理図 PRO-Analyst+AI(Windows、Mac、Linux用)」。
![ユーザーは、測定システムの有効増分の値 [1.0] を選択しました。シューハート管理図 PRO-Analyst +AI](https://advanced-quality-tools.ru/images/articles/scc-python-measuring-system-increment-11.png)
図 13. ユーザーは、測定システムの実効増分の値 [1,0] を選択しました。測定システムの有効増分を決定するためのパネル。ソフトウェア「シューハート管理図 PRO-Analyst+AI(Windows、Mac、Linux用)」。
D. Wheeler が指定した範囲内で分析者が選択した測定システムの増分が、推定誤差 (確率誤差) の値に近ければ近いほど、その効率は高くなります。このプロセスにおける当然の制限は、測定値の記録の容易さです。したがって、2 つの図 12 と 13 のうち、測定システムの増分の最適な値が図 12 に表示されており、[0.5] に等しくなります。
分析された測定システムを使用して取得された記録値の精度を決定する場合、(指定されたルールに従って)選択された有効増分をその増分として使用する必要があります。
有効な増分を選択した結果は、ユーザーが高解像度のグラフィック形式 (ベクターおよびラスター) で保存できます (以下を参照)。

図 14. 現在のグラフをグラフィック形式 (ラスターまたはベクター) で保存するためのコントロール パネルに移動するボタンが追加されました。

図 15. 現在のチャートをグラフィック形式で保存するためのコントロール パネルが開いています。詳細な説明を参照 グラフをベクターおよびラスター形式でエクスポートするための関数 。
チームが成果物の品質を向上させることに関心がある場合は、記録を確認してください。 適切性の測定単位 製造された製品のテストを開始する前であっても、改善目的でシューハート管理図を使用します。
測定プロセス (EMP) の評価。平行性、位置、一貫性。
この特別なデータ グループ化関数の目的については、Donald Wheeler の記事で詳しく説明されています。 測定プロセス (EMP) の評価。

図 16. 測定プロセスの評価 (EMP) コントロール パネルに移動するボタンが強調表示されています。
測定プロセス (EMP) の分析用に XbarR コントロール カードを構築した後、1 つのコントロール カード上のオペレータの数が 6 人を超えない場合、インタラクティブ ボタンのグループ (平行度、位置、一貫性) がグラフ間の領域に表示されます。マウスの左ボタンをクリックすると、状態が変わります。
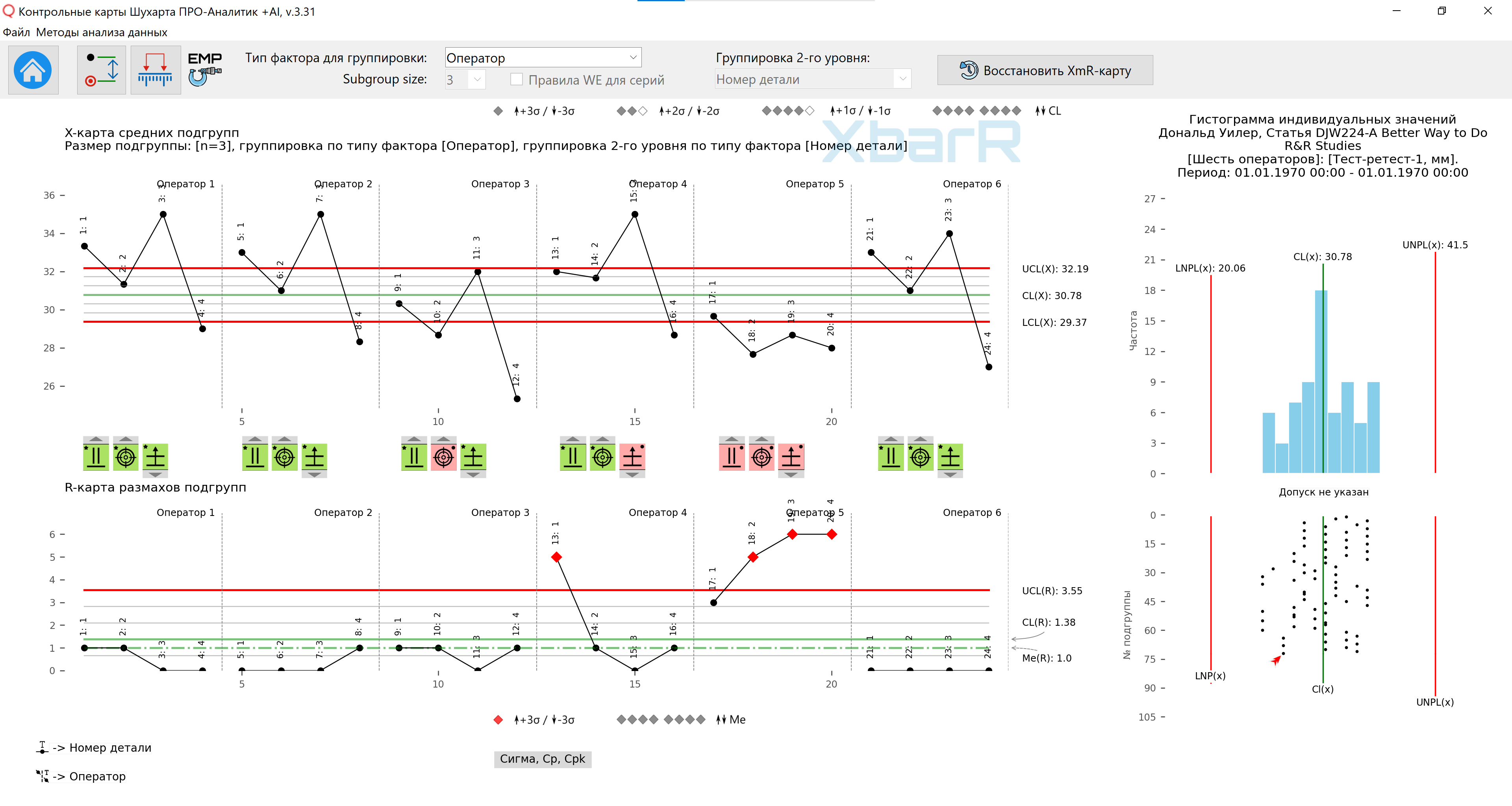
図 17. 6 人のオペレーターの測定プロセス (EMP) を評価するための合理的なサブグループへのデータのグループ化。

図 18. 4 人のオペレータの測定プロセス (EMP) を評価するための合理的なサブグループへのデータのグループ化。