不適切な測定単位を使用してシューハート管理図を作成すると、誤った結論につながる
所有者が、おそらく不必要な、高い測定精度を備えた新しい測定機器に投資し、お金をドブに捨てた場合、その機器を使用して収集され CIS に記録されたデータが、次の目的のための分析には役に立たないことが判明するのはよくあることです。プロセスを改善します。
この資料は、AQT センターの科学ディレクターによって作成されました。 セルゲイ・P・グリゴリエフ 。
記事への自由なアクセスは、記事に含まれる資料の価値を決して減じるものではありません。
私たちのプロジェクトの 1 つでは、品質管理部門の研究室アシスタントが、関連する GOST の要件に従って完成品をテストしました。すべての記録は、高精度の高価な測定装置のディスプレイから得られた測定値を手動で転送することにより、企業情報システム (CIS) に保管されました。すべてがうまくいくはずですが、社内でテスト結果を分析する人は誰もいませんでした。
検査技師の仕事に対するこのような態度により、精度を下げるために小数点第 1 位だけで四捨五入した測定結果を記録することで人件費を最小限に抑えるという自然な必要性が生じました。つまり、1.17 の代わりに 1.2 と書きました。 0.97 の代わりに 1.0 が書き込まれました。この方法で得られた測定値はほとんどの場合許容範囲内に収まるため、検査技師が心配する必要はありませんでした。ちなみに、使用されている GOST 規格および製品のテスト方法では、この点はまったく規定されていません。
実験室助手によって CIS に入力されたデータに基づいて構築された、個別の値と移動範囲のシューハート管理図 (XmR マップ) は、統計的に制御できないプロセスの状態を示し、品質管理検査官と品質に混乱をもたらしました。監督。
管理図は、記録された測定値に明確なグラデーションを示しました。これは、計算における過度に丸められた(不適切な)測定値の使用に関連する問題の最初の兆候です。不適切な測定単位を使用して構築されたプロセス管理限界の取得値自体が不適切になります。当然のことながら、このような管理図は、評価対象のプロセスの統計的状態を評価するのには適しておらず、ましてやプロセスを改善するための手段を開発するのには適していません。
残念ながら、履歴値を 1 桁でも正確に復元することはできませんでした (これで十分だったかもしれません)。誰もそれらを記録しておらず、測定機器に保存されたデータは特定のテスト、管理されたサンプル、バッチに関連付けられていませんでした。
その結果、システムのさまざまな部分 (会社部門) のアクション間の不一致と、必要な知識の欠如により、全員が損失を被ることになります。所有者は、おそらく不必要な測定精度の高い実験装置に投資し、お金をドブに捨てています。CIS に記録されたデータは、プロセスを改善するための分析には役に立ちません。
不適切な測定単位で上記のケースで観察された値に近い値を生成し、コントロール XmR チャート (図 1) を構築するために、最も近い 10 分の 1 (0.1) に四捨五入した値を使用しました。
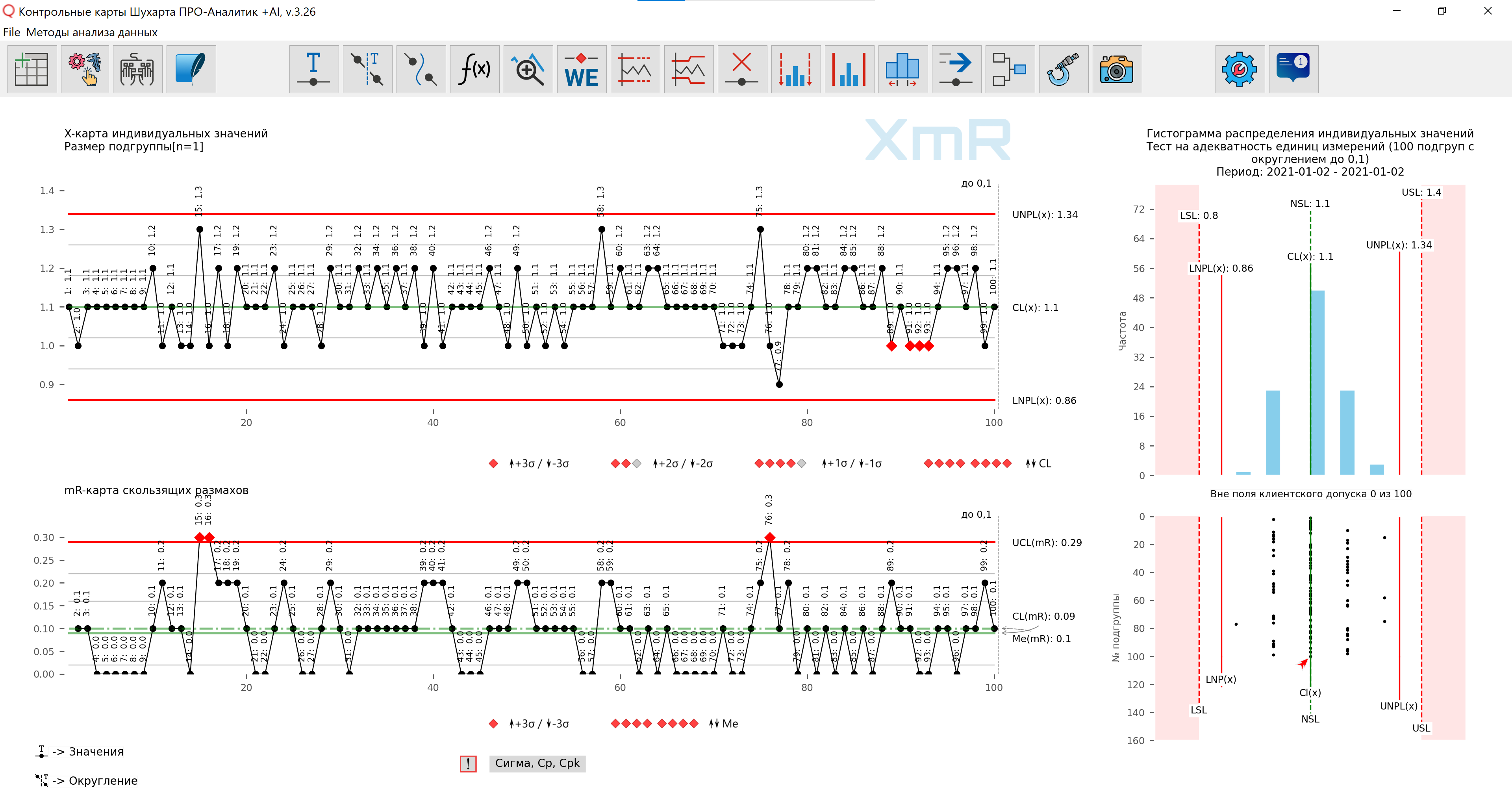
米。 1. XmR チャートは不適切な測定単位を使用して作成されています。図面は当社が開発したものを使用して作成されました 「シューハート管理図 PRO-Analyst +AI(Windows、Mac、Linux用)」 。
測定単位が適切かどうかをチェックするという簡単な操作上の定義があります。 Donald Wheeler は、著書『統計的プロセス管理: シューハート管理図を使用したビジネスの最適化』の中で、このルールについて次のように説明しています。
「縦軸に沿った個々の値のチャートの移動範囲の mR 管理図の管理限界内に、4 または 5 つの可能な値しか対応できない場合、測定単位はほぼ不適切であり、3 (3) 以下 - 測定単位が明らかに不適切です。
不適切な測定単位の問題(測定単位が大きすぎるか不十分であるという事実によるいくつかの測定の誤った識別)は、値の最小増分(測定システムの増分)が減少したときに管理図に悪影響を及ぼし始めます。プロセスの標準偏差を超えています。
プロセスの標準偏差が最小値増分 (測定システム増分) に等しい場合、管理図はこの問題の限界に達します。」
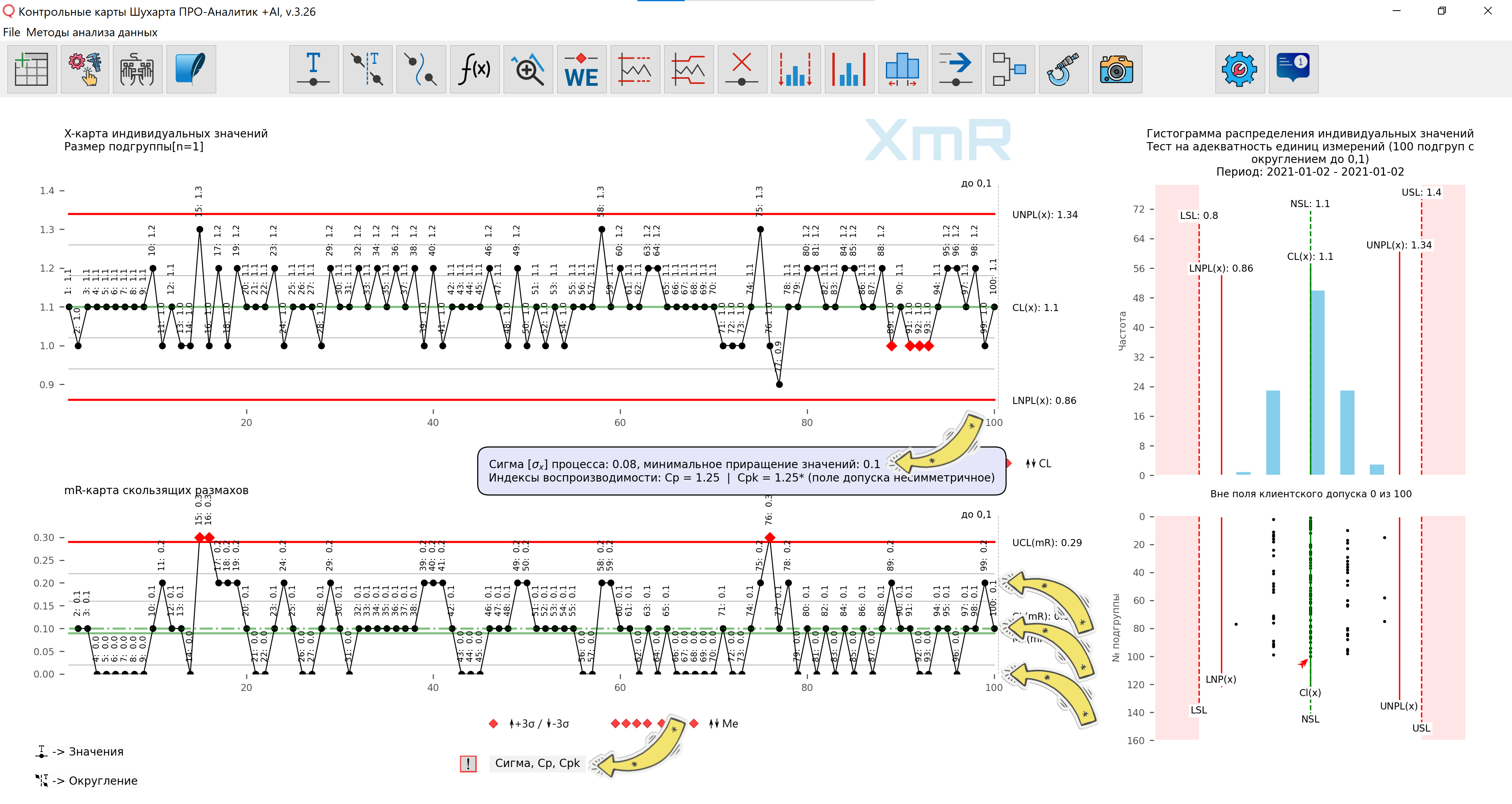
米。 2. 不適切な測定単位を使用して作成された、10 分の 1 (0.1) に四捨五入された個々の値の XmR チャートを制御します。矢印は、管理限界内で考えられる 3 つの値のラベルを示しています。 [Sigma、Cp、Cpk]ボタンを使用して表示されるテキストブロックは、プロセスの標準偏差と値の最小増分(測定システムの増分)を示します。図面は当社が開発したものを使用して作成されました 「シューハート管理図 PRO-Analyst +AI(Windows、Mac、Linux用)」 。
図 3 では、上記で生成された値を最も近い 100 分の 1 (0.01) に四捨五入しました。 XmR チャートは、図 1 と 2 で使用されたデータについて、記録された測定値の精度を (0.1) から (0.01) まで 1 つの符号だけ高めるだけで十分であることを示しています。消えます。
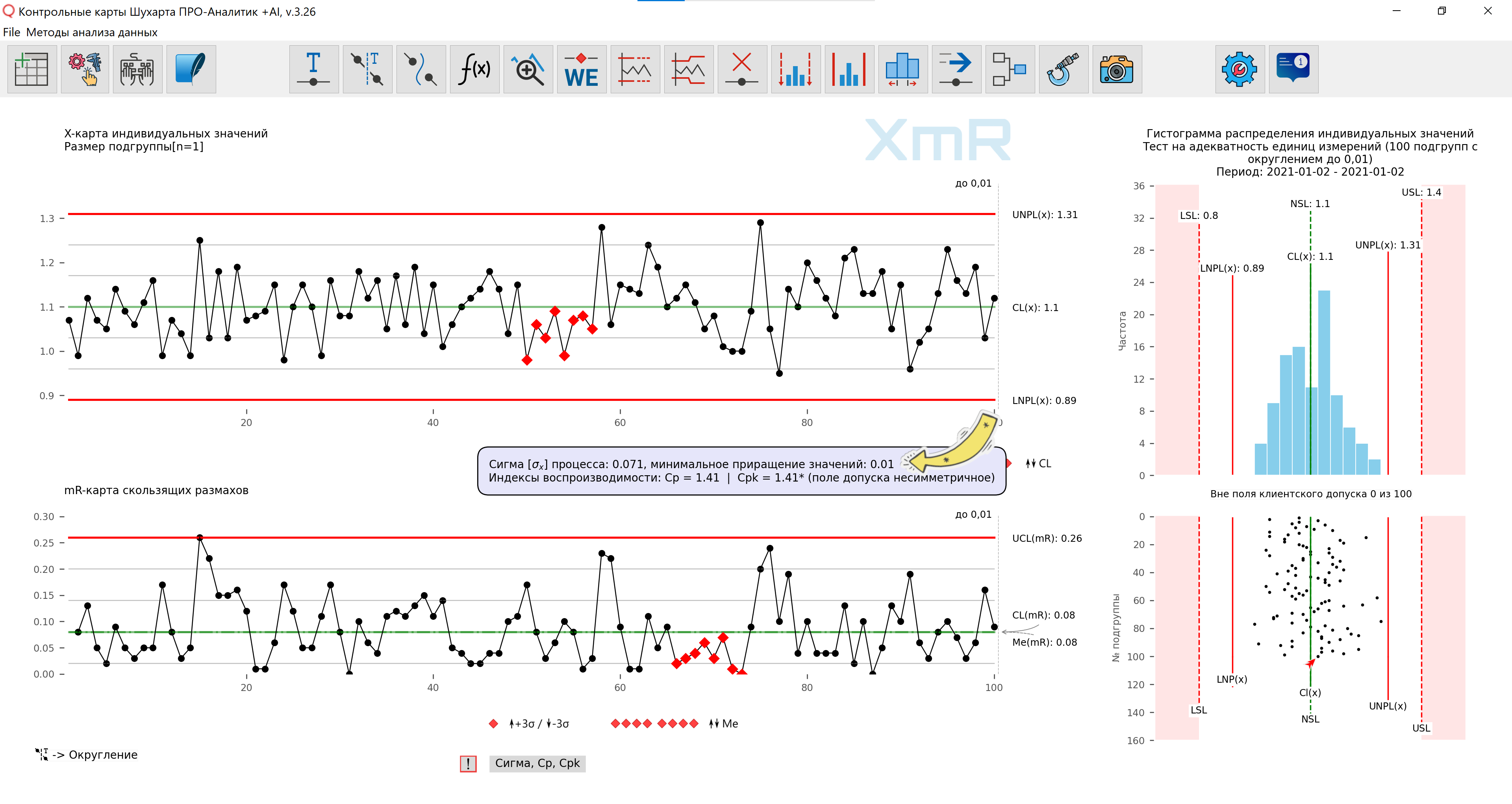
米。 3. 最も近い 100 分の 1 (0.01) に四捨五入されたデータを使用して構築された、個々の値の XmR チャートを制御します。図面は当社が開発したものを使用して作成されました 「シューハート管理図 PRO-Analyst +AI(Windows、Mac、Linux用)」 。
図 4 では、わかりやすくするために 2 つのデータ シリーズを 1 つのコントロール XmR カードに配置し、 個々の系列の管理限界を構築するための関数 当社のソフトウェアは、図 2 (0.1 に四捨五入) と図 3 (0.01 に四捨五入) で使用される 2 セットのデータの管理限界を生成しました。
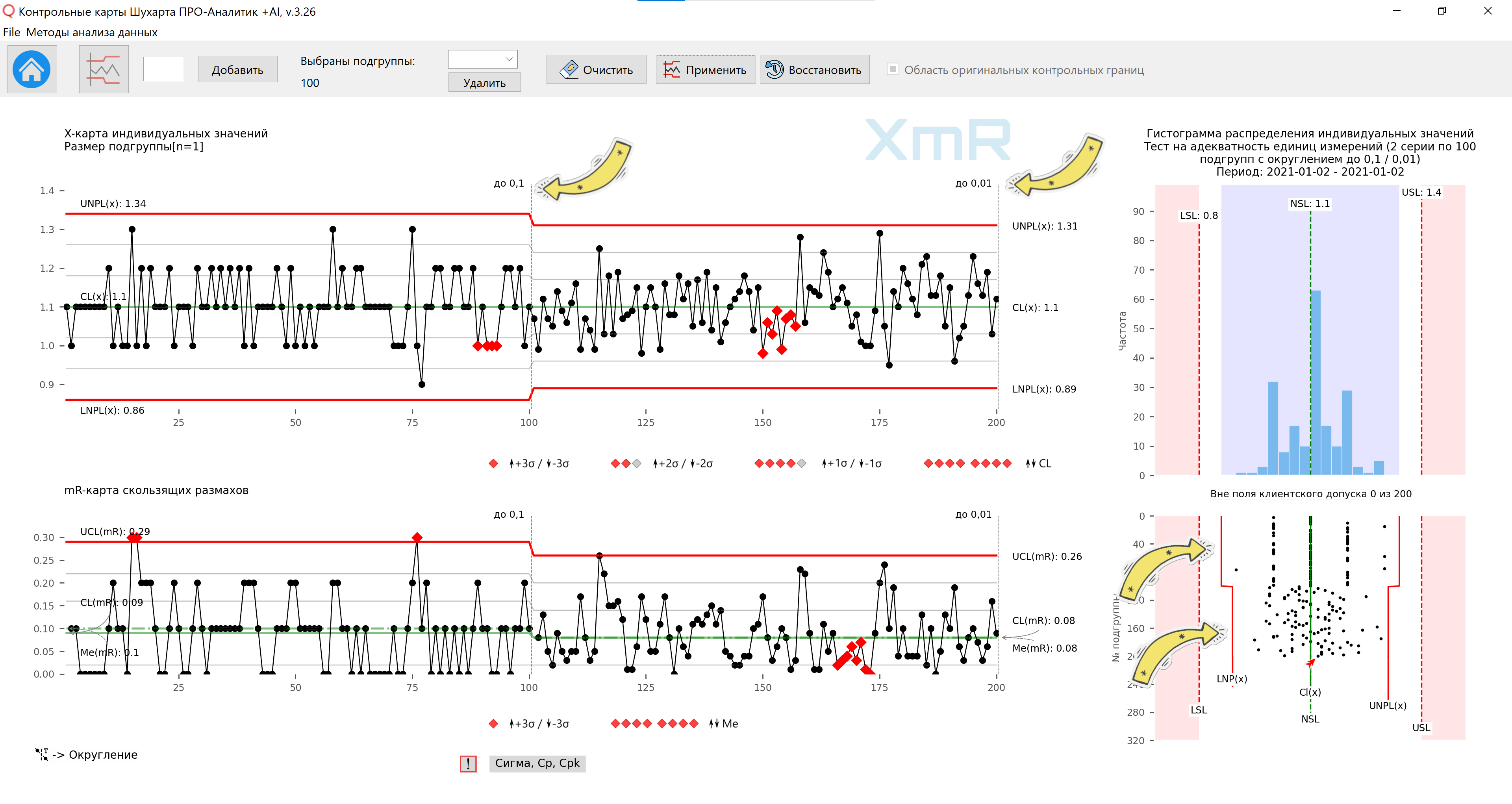
米。 4. 最も近い 10 分の 1 (0.1) および 100 分の 1 (0.01) に四捨五入したデータから構築された個々の値のコントロール XmR チャートの比較。図面は当社が開発したものを使用して作成されました 「シューハート管理図 PRO-Analyst +AI(Windows、Mac、Linux用)」 。
適切な単位では赤点が生成されない場合でも、測定単位が不適切であると赤点信号が発生することに注意してください。したがって、測定単位が不適切であると、何も存在しない特別な原因を探す必要が生じます。逆に、赤点信号が存在する場所には表示されません。
本質的に、測定単位が不適切であると、 第一種および第二種のエラー 。
当社のソフトウェアは、測定単位の適切性をいつ考慮すべきかを知らせる最も単純なグラフィカル ツールを提供します。これは、単純な散布図 (ヒストグラムの下) です。左側の図 5 のドットは、右側の図 5 のようなランダムなドットの分布ではなく、上から下に順序付けられた行を形成しています。
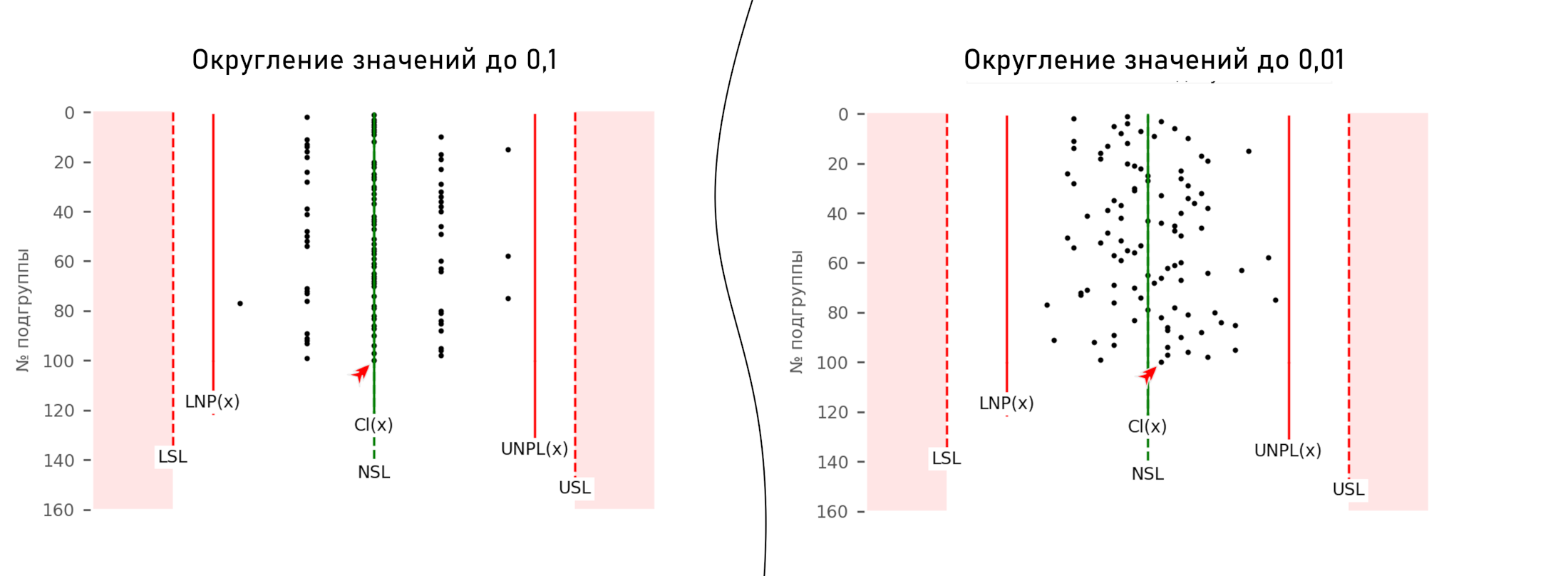
米。 5. 左側の散布図は、ドットの順序付けされた行であり、単位の不十分さのレベルを示しています。
私たちが翻訳した記事の Donald Wheeler [20] この部分は受け入れられますか? (DONALD J. WHEELER、記事:「Is the Part in Spec?」) は、測定値の記録に必要な精度の別の運用上の定義を示しています。
「測定値を記録する有効なステップ(最小増分、増分)は、測定システムの確率誤差(probable error)の0.2から2(2)までの値の範囲にあります。測定システムは、安定した測定システムの 0.675×σ として定義されます。それ以外の場合、0.2 未満の確率誤差 (確率誤差) 未満の測定ステップを使用する場合、ノイズが記録されます。また、2 を超えるステップで記録する場合は、ノイズが記録されます。おそらくエラー (おそらくエラー) が発生すると、不適切な測定単位を受信したため、分析に重要な情報が失われます。」
例
与えられる:
安定した測定システムのσ(シグマ):0.103。
測定システムの σ 値は、XmR チャート (図 6) を構築した後に取得され、同じ既知の標準 (基準) の 25 ポイントの繰り返し測定 (テスト-再テスト) にわたって統計的に安定した状態であることが確認されました。
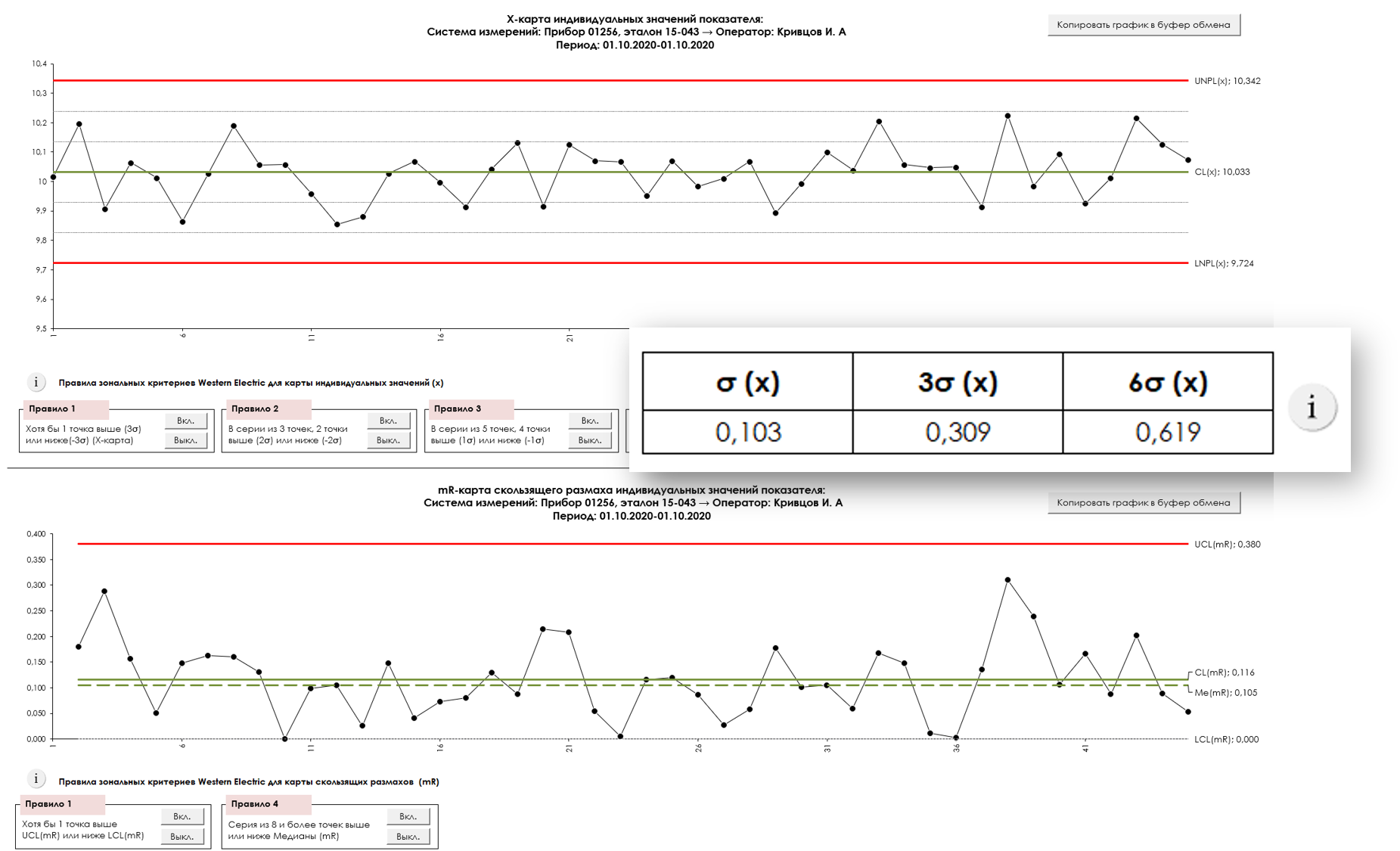
米。 6. 測定システムをテストするための XmR コントロール カード (テスト-再テスト)。
解決:
- 測定系の確率誤差 0.675×0.103=0.0695
- 最小有効測定ステップ 0.0695×0.2=0.0139
- 最大有効測定ステップ 0.0695×2.0=0.139
推奨される効果的な測定ステップは次の範囲内です。
0.0139から0.139まで。
結論:
したがって、最小ステップ (0.05) または (0.1) は使いやすく、効率的です。最も使いやすい (0,1) を選択しました (図 7 を参照)。
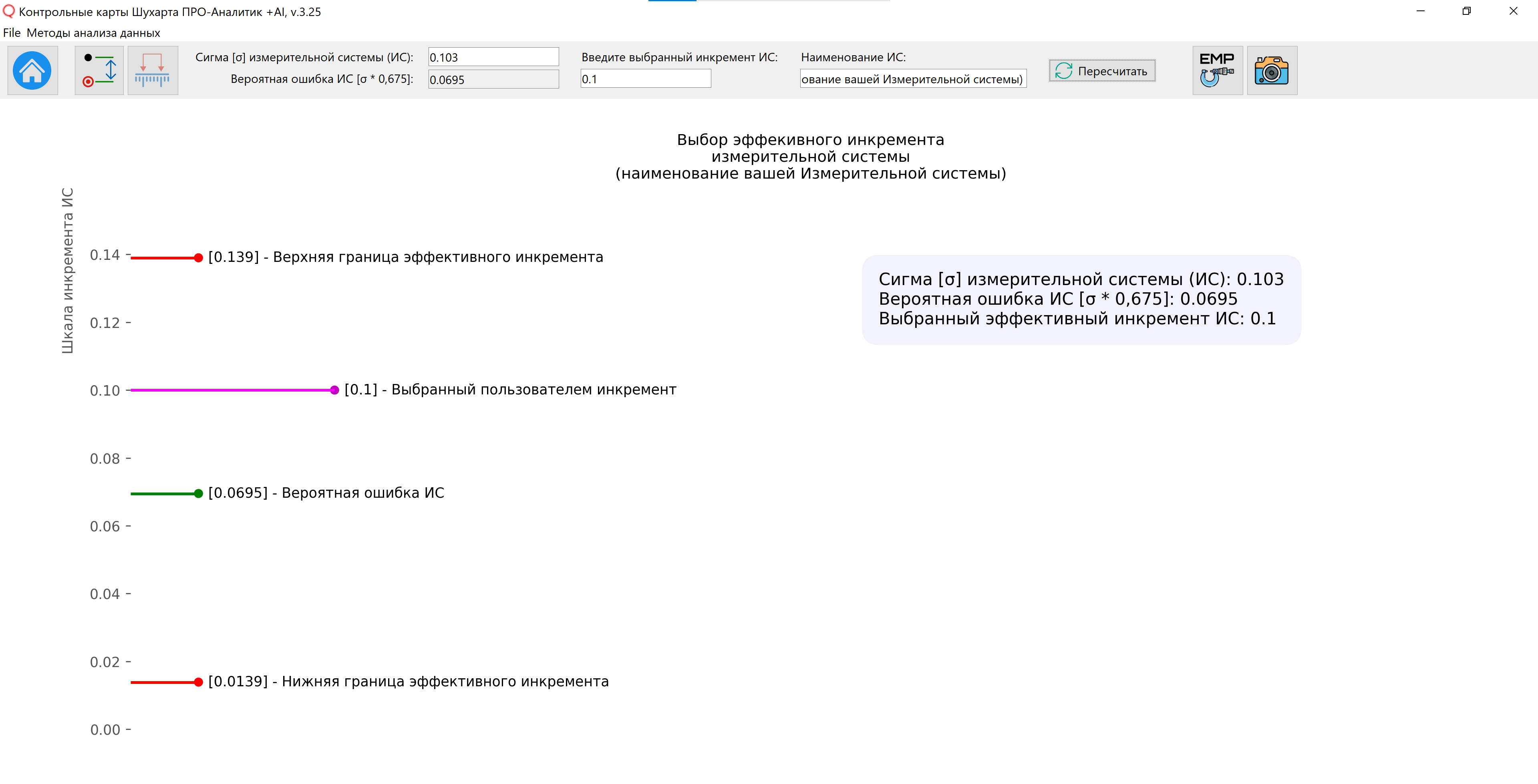
図 7. 有効な測定増分の選択。図面は当社が開発したものを使用して作成されました 「シューハート管理図 PRO-Analyst +AI(Windows、Mac、Linux用)」 関数を使用して: 測定システムの有効増分(増分)の決定 。
有効な測定増分を適用した後 (図 7)、監視対象インジケーターの管理チャートに図 1 のように明らかな「ステップ」(離散性) が残っている場合は、測定機器をより正確なもの (小数点以下の桁数が多いもの) に交換する必要がある可能性が高くなります。
製造された製品をテストする前であっても、シューハート管理図を使用して、記録された測定単位の精度が改善目的に適切であるかどうかを評価するように注意してください。